

В настоящее время основным методом защиты от коррозии стали для кронштейнов фотоэлектрических элементов является горячее цинкование толщиной 55-80 мкм, а алюминиевых сплавов — анодное окисление толщиной 5-10 мкм.
В атмосферной среде, в зоне пассивации, на поверхности алюминиевого сплава образуется слой плотной оксидной пленки, препятствующий контакту активной поверхности алюминиевой матрицы с окружающей атмосферой, поэтому он обладает очень хорошей коррозионной стойкостью, а скорость коррозии снижается с течением времени.
В обычных условиях (среда класса C1-C4) сталь с толщиной цинкового покрытия 80 мкм может обеспечить срок службы более 20 лет, но в промышленных зонах с высокой влажностью, на побережье с высокой соленостью или даже в умеренной морской воде скорость коррозии ускоряется, поэтому толщина цинкового покрытия должна превышать 100 мкм, и требуется ежегодное регулярное техническое обслуживание.



Сравнение других аспектов
1) Внешний вид: Алюминиевые профили подвергаются различным видам обработки поверхности, таким как анодное оксидирование, химическая полировка, фторуглеродное напыление, электрофоретическая покраска. Они обладают привлекательным внешним видом и выдерживают воздействие различных агрессивных коррозионных сред.
Сталь обычно подвергается горячему цинкованию, поверхностному напылению, нанесению лакокрасочного покрытия и так далее.
(2) Разнообразие поперечных сечений: профили из алюминиевых сплавов обычно обрабатываются экструзией, литьем, гибкой, штамповкой и другими способами. Экструзионная обработка в настоящее время является основным методом производства, позволяющим с помощью экструзионной матрицы получать профили любого произвольного поперечного сечения, при этом скорость производства относительно высока.
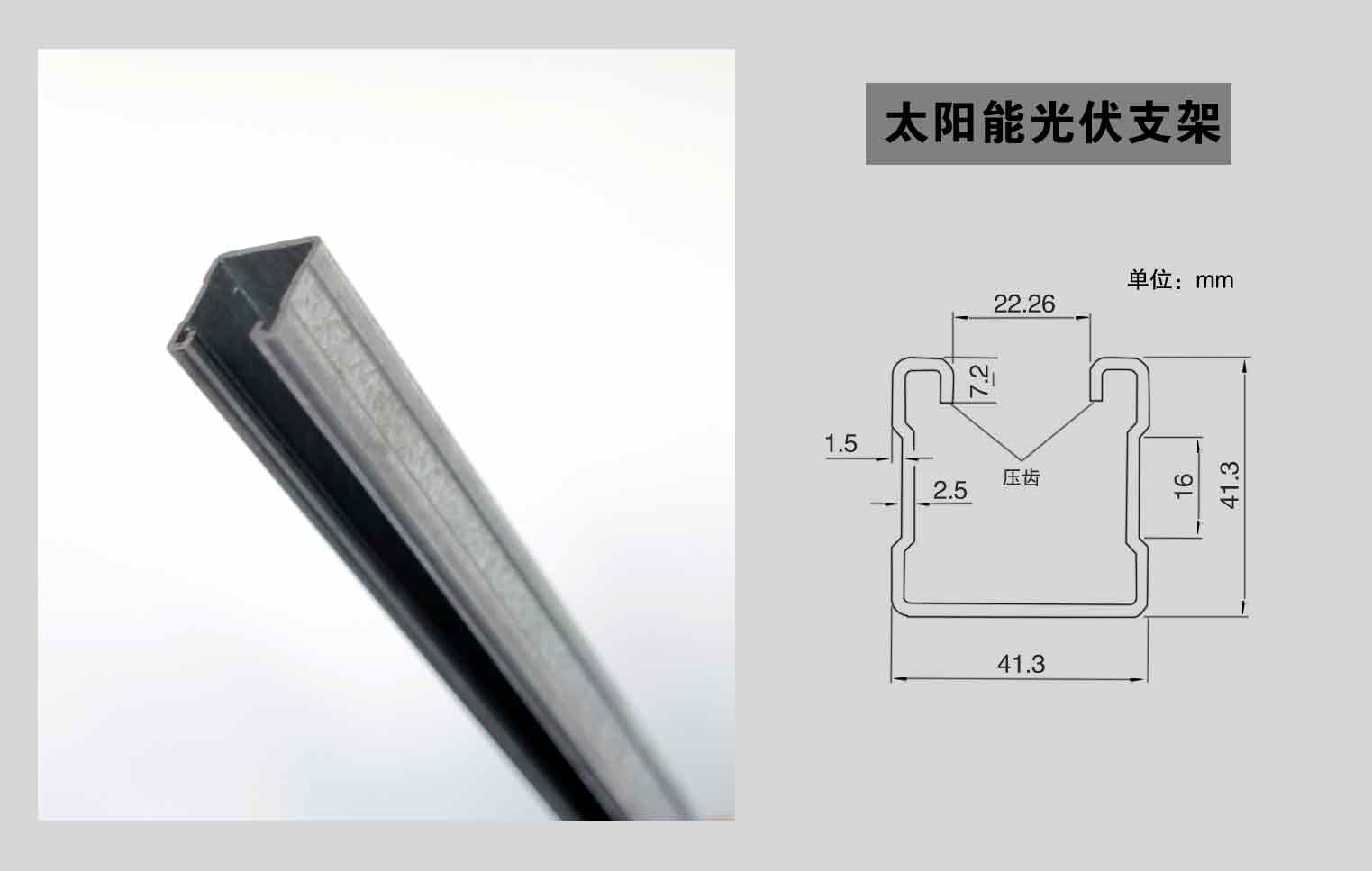
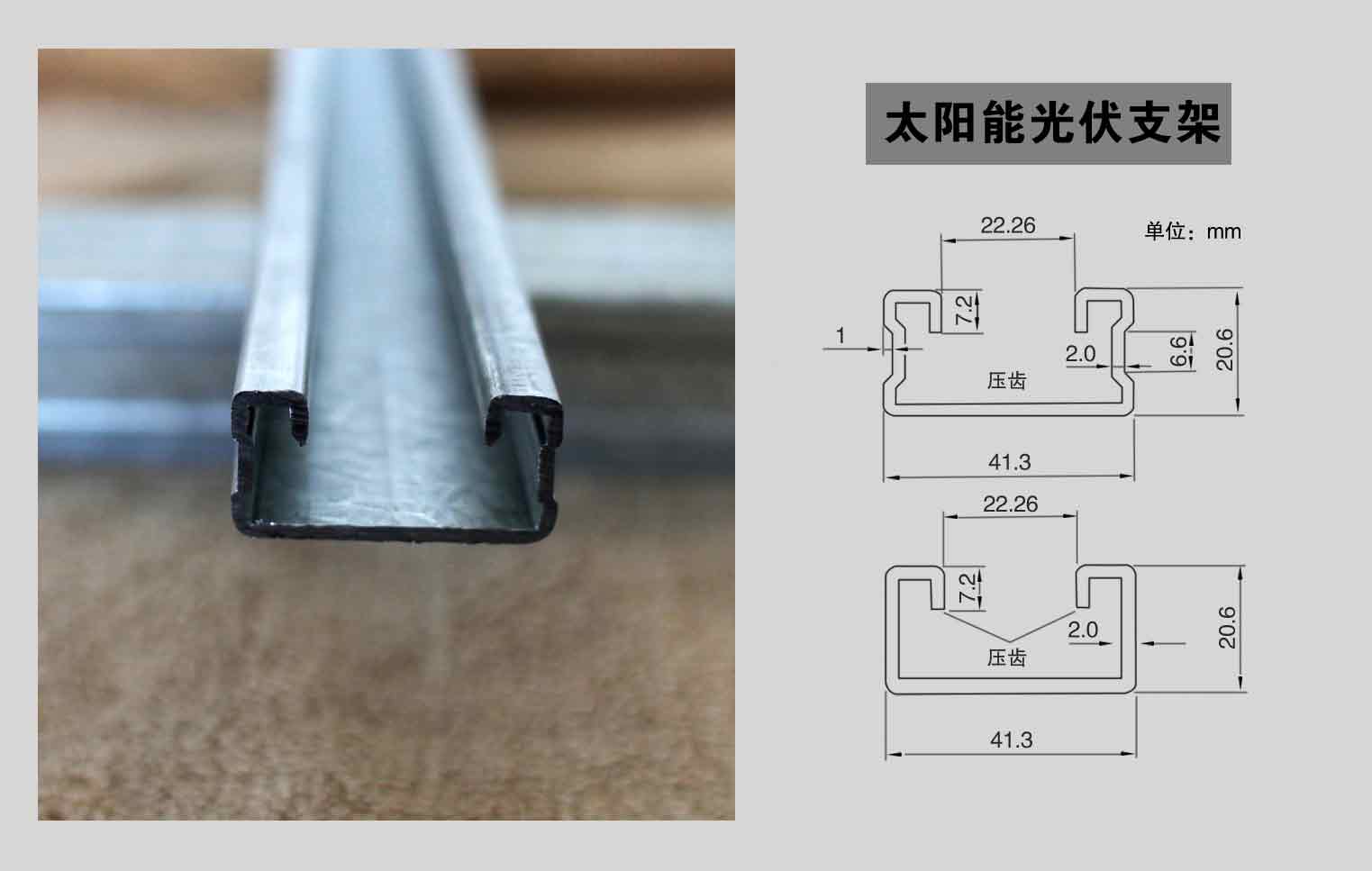
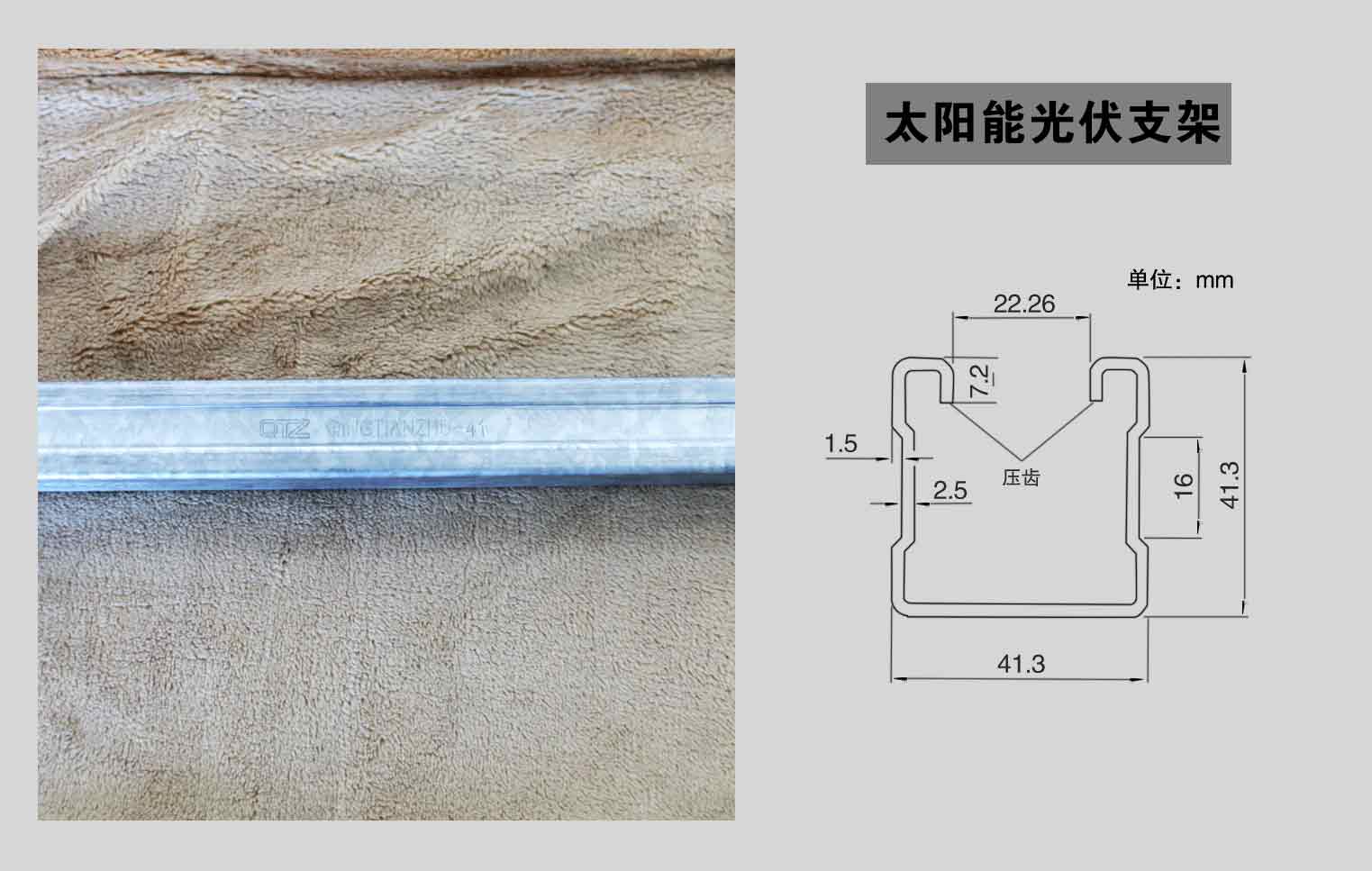
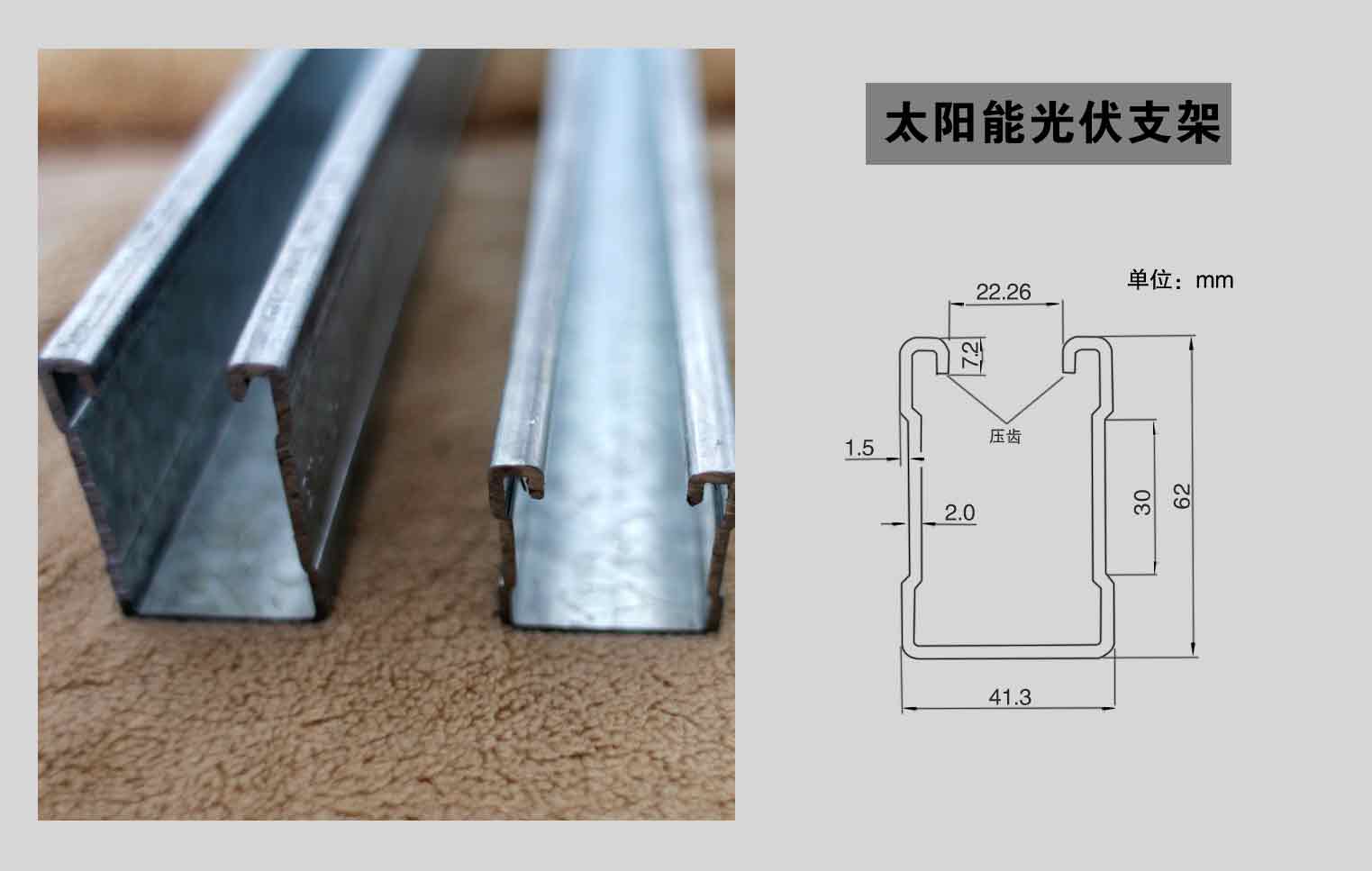
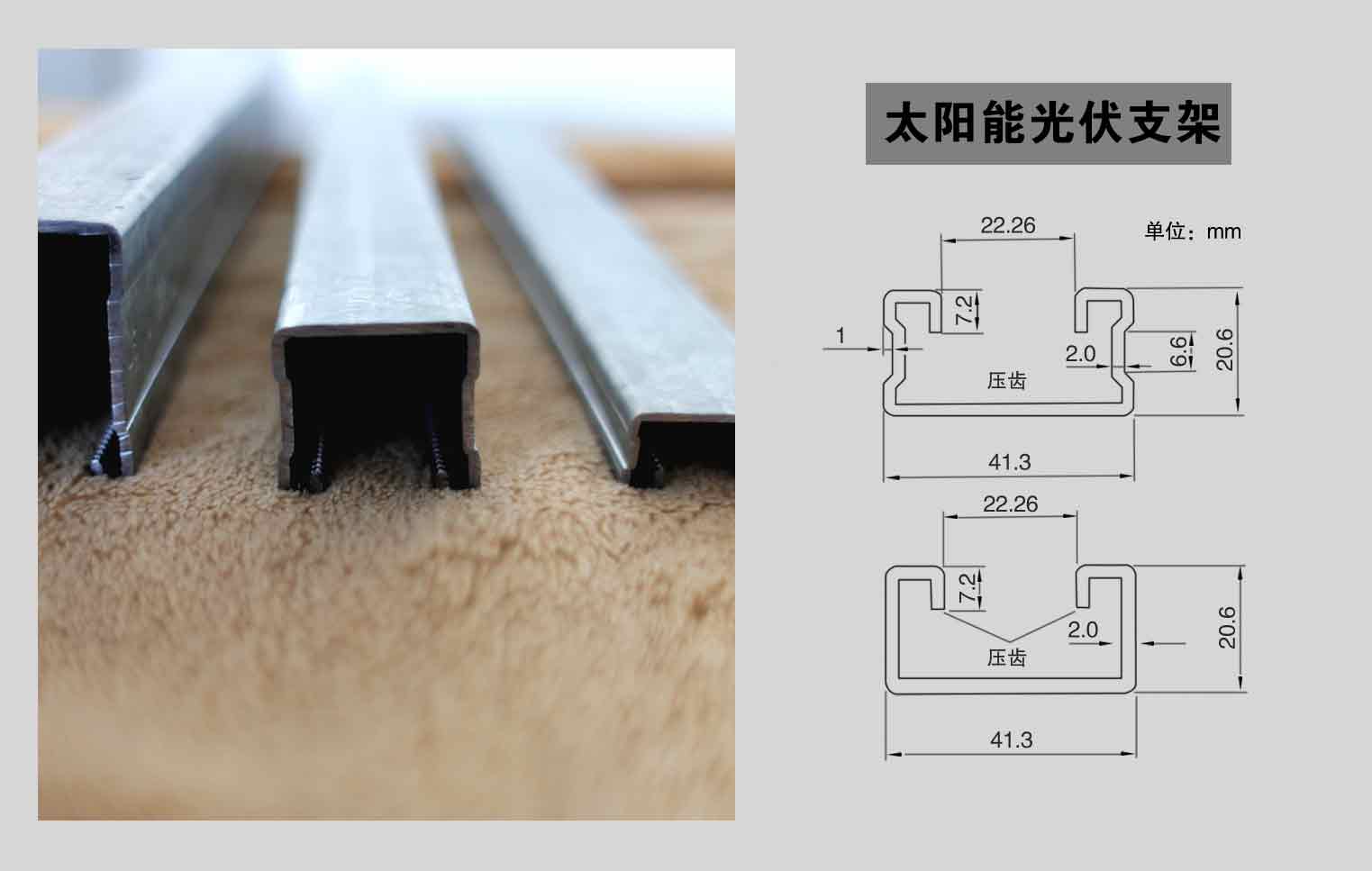
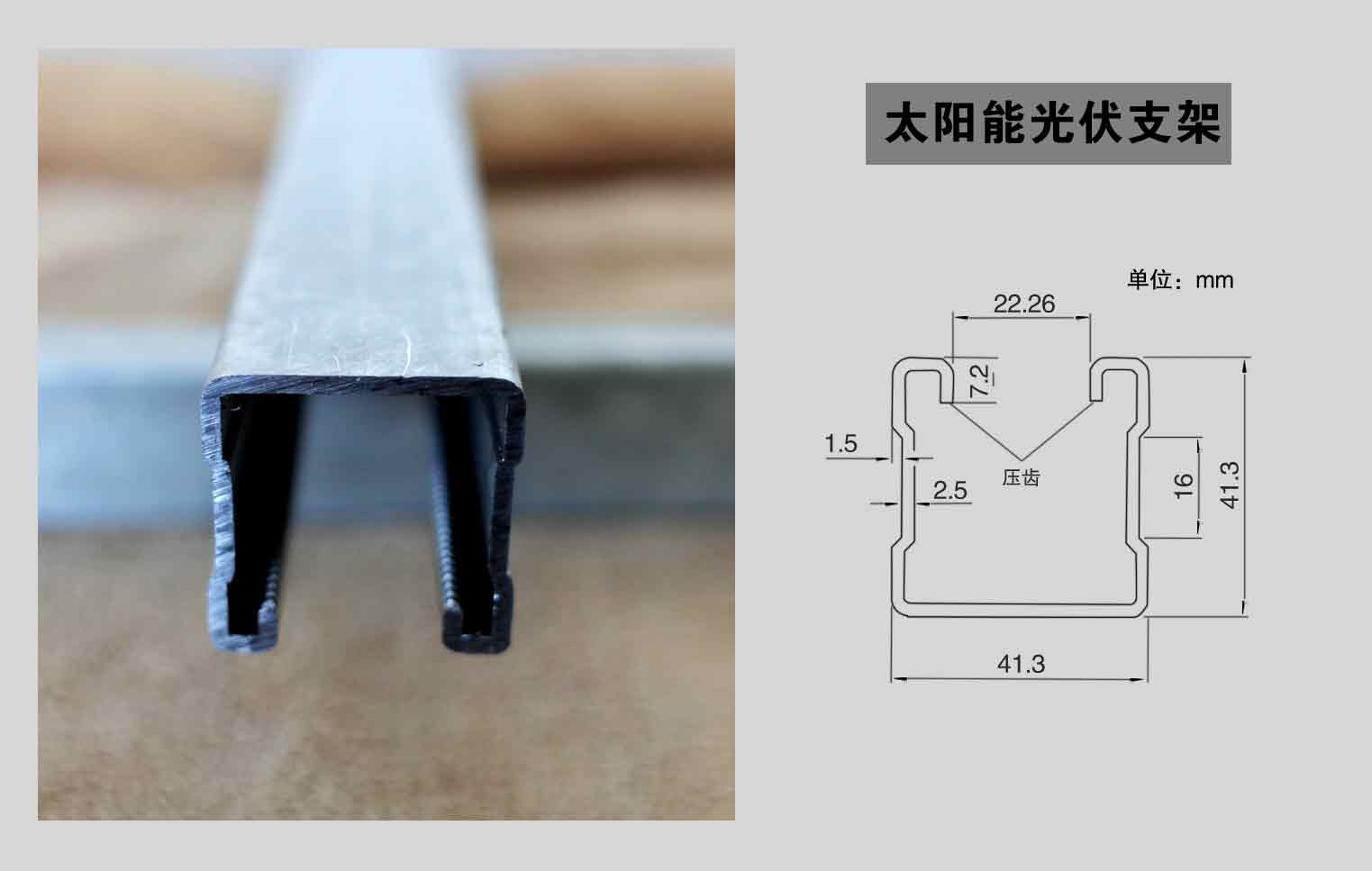
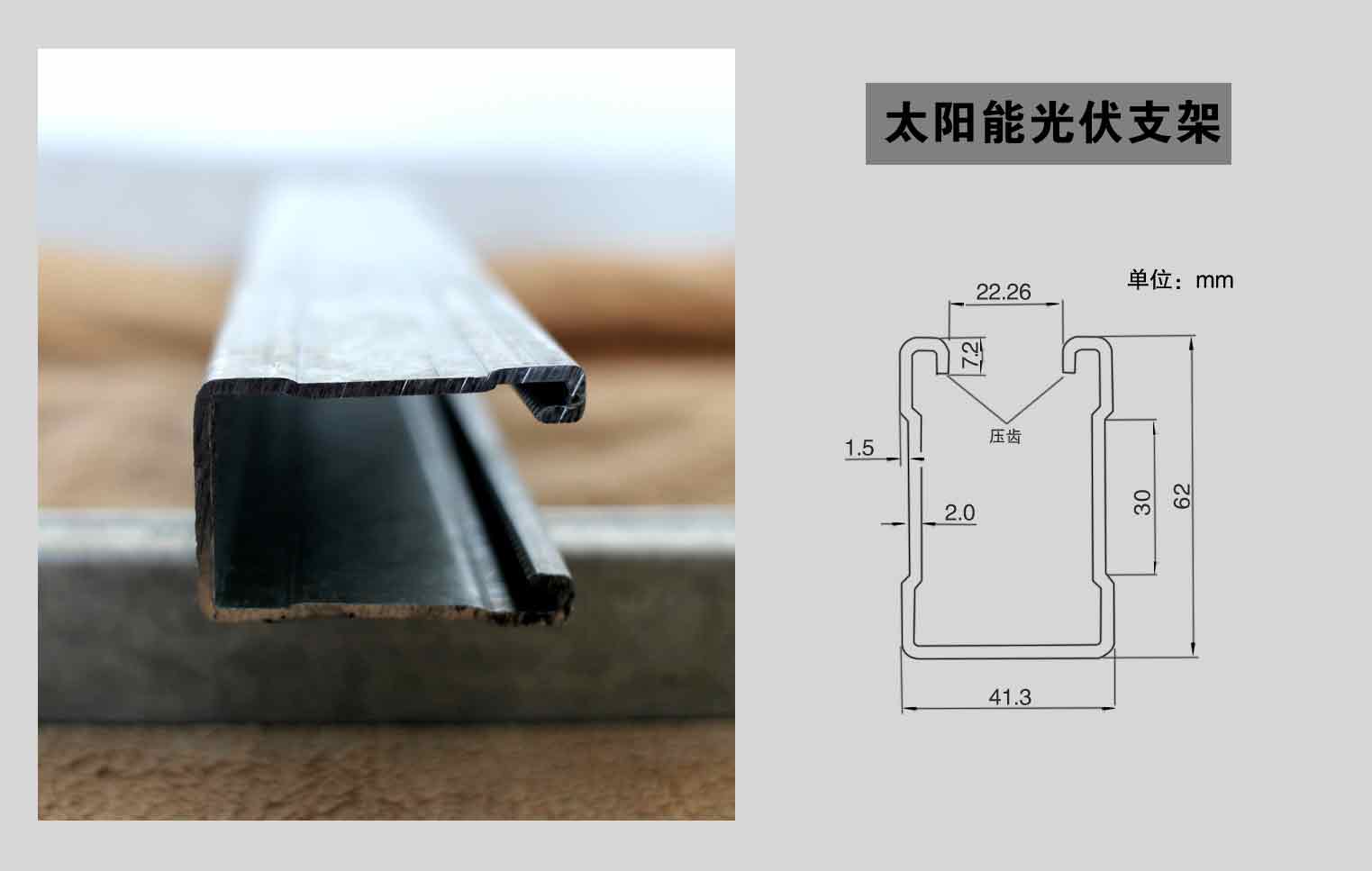
Сталь обычно используется в валковом прессовании, литье, гибке, штамповке и других методах. Валковое прессование в настоящее время является основным методом производства холодноформованной стали. Сечение необходимо регулировать с помощью комплекта валковых прижимных колес, но на большинстве станков можно производить только изделия аналогичного типа после регулировки размеров и размеров, при этом форма сечения не может быть изменена.С-образная балкаZ-образные балки и другие поперечные сечения. Метод производства с помощью вальцового прессования более стабилен, скорость производства выше.
Комплексное сравнение характеристик
(1) Профили из алюминиевого сплава отличаются легкостью, красивым внешним видом, превосходной коррозионной стойкостью и обычно используются на крышах электростанций, требующих несущей способности, в условиях сильной коррозии, например, на химических электростанциях и т. д. Использование алюминиевого сплава в качестве кронштейна дает лучшие результаты.
(2) Высокая прочность стали, малый прогиб и деформация при нагрузке, обычно используется в обычных условиях электростанции или для компонентов, подверженных относительно большим нагрузкам. Кроме того,оцинкованный С-образный профильМожет использоваться для производства ковшей, погрузчиков, самосвалов, дробилок, устройств для отбора порошковых материалов.Оцинкованный швеллерВыдерживает любые виды износа от воздействия различных горных пород, песка и гравия. Обладает превосходными сварочными свойствами, ударной прочностью и способностью к изгибу, подходит для работы в сильно абразивной среде, например, с высокопрочными рудами и коррозионными материалами.
(3) Стоимость: В целом, базовое ветровое давление составляет 0,6 кН/м², пролет менее 2 м, а стоимость алюминиевого кронштейна в 1,3-1,5 раза выше, чем у стального кронштейна. (Например, для цветной стальной крыши) Разница в стоимости алюминиевого кронштейна и стального кронштейна относительно невелика, а по весу алюминиевый кронштейн намного легче стального, поэтому он очень подходит для крыш электростанций.
Дата публикации: 19 февраля 2025 г.




