

Pašlaik galvenā fotoelektriskā kronšteina tērauda pretkorozijas metode ir karstā cinkošana 55–80 μm, alumīnija sakausējums, izmantojot anodisko oksidāciju 5–10 μm.
Alumīnija sakausējums atmosfēras vidē, pasivācijas zonā, uz tā virsmas veido blīvu oksīda plēvi, kas kavē aktīvās alumīnija matricas virsmas saskari ar apkārtējo atmosfēru, tāpēc tam ir ļoti laba izturība pret koroziju, un korozijas ātrums samazinās, pagarinoties laikam.
Normālos apstākļos (C1-C4 kategorijas vide) tērauds ar 80 μm cinkošanas biezumu var nodrošināt ilgāku kalpošanas laiku nekā 20 gadus, bet rūpnieciskās zonās ar augstu mitruma līmeni vai jūras krastā ar augstu sāļumu vai pat mērenā jūras ūdenī korozijas ātrums palielinās, cinkošanas daudzumam jābūt lielākam par 100 μm, un nepieciešama regulāra apkope katru gadu.



Citu aspektu salīdzinājums
1) Izskats: Alumīnija sakausējuma profiliem ir daudz virsmas apstrādes veidu, piemēram, anodiskā oksidēšana, ķīmiskā pulēšana, fluorogļūdeņraža izsmidzināšana, elektroforētiskā krāsošana. Izskats ir skaists un var pielāgoties dažādām spēcīgām vides korozijas iedarbībām.
Tērauds parasti tiek cinkots karstās iegremdēšanas tehnikā, apstrādāts ar virsmas izsmidzināšanu, krāsots utt.
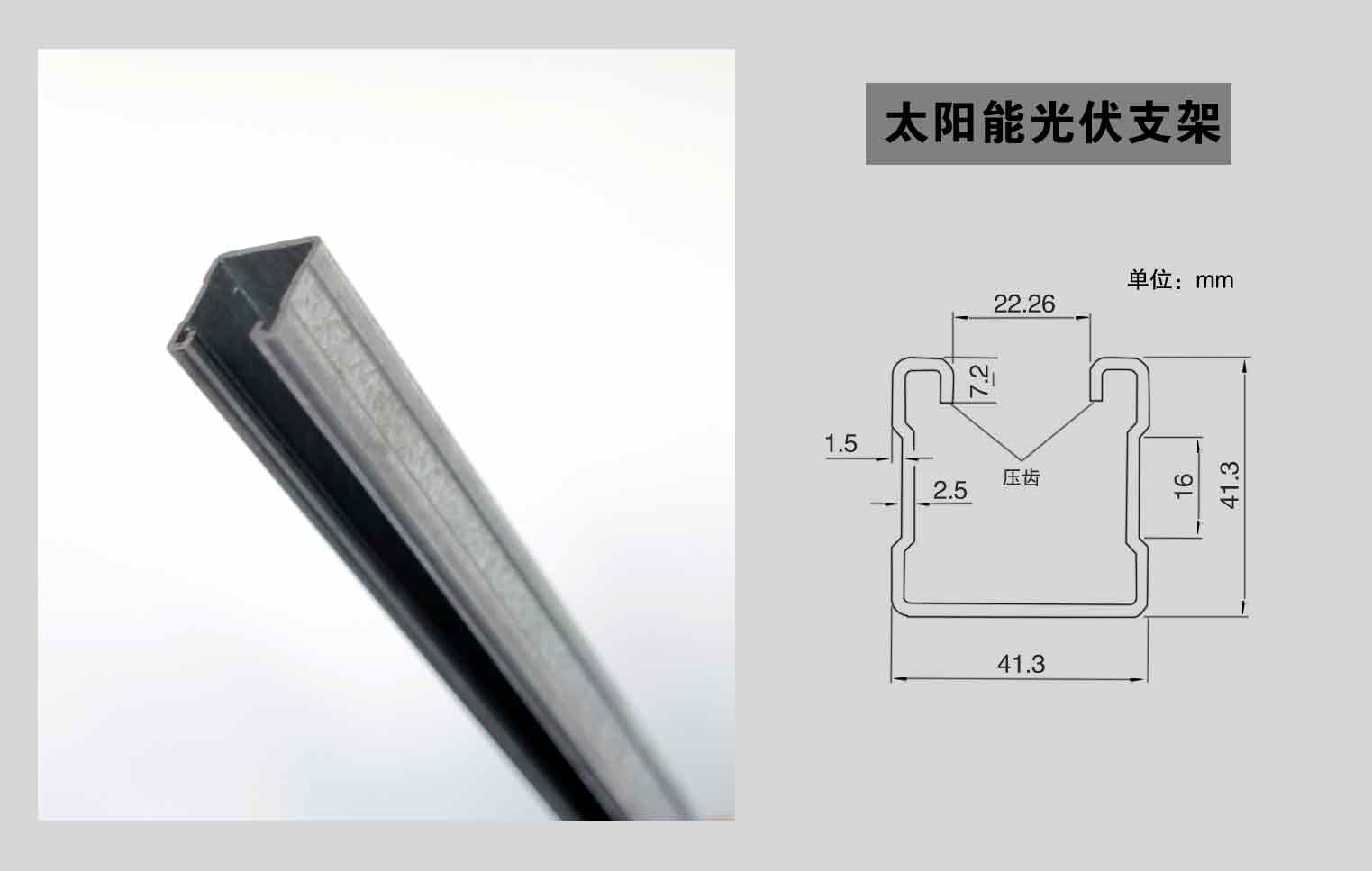
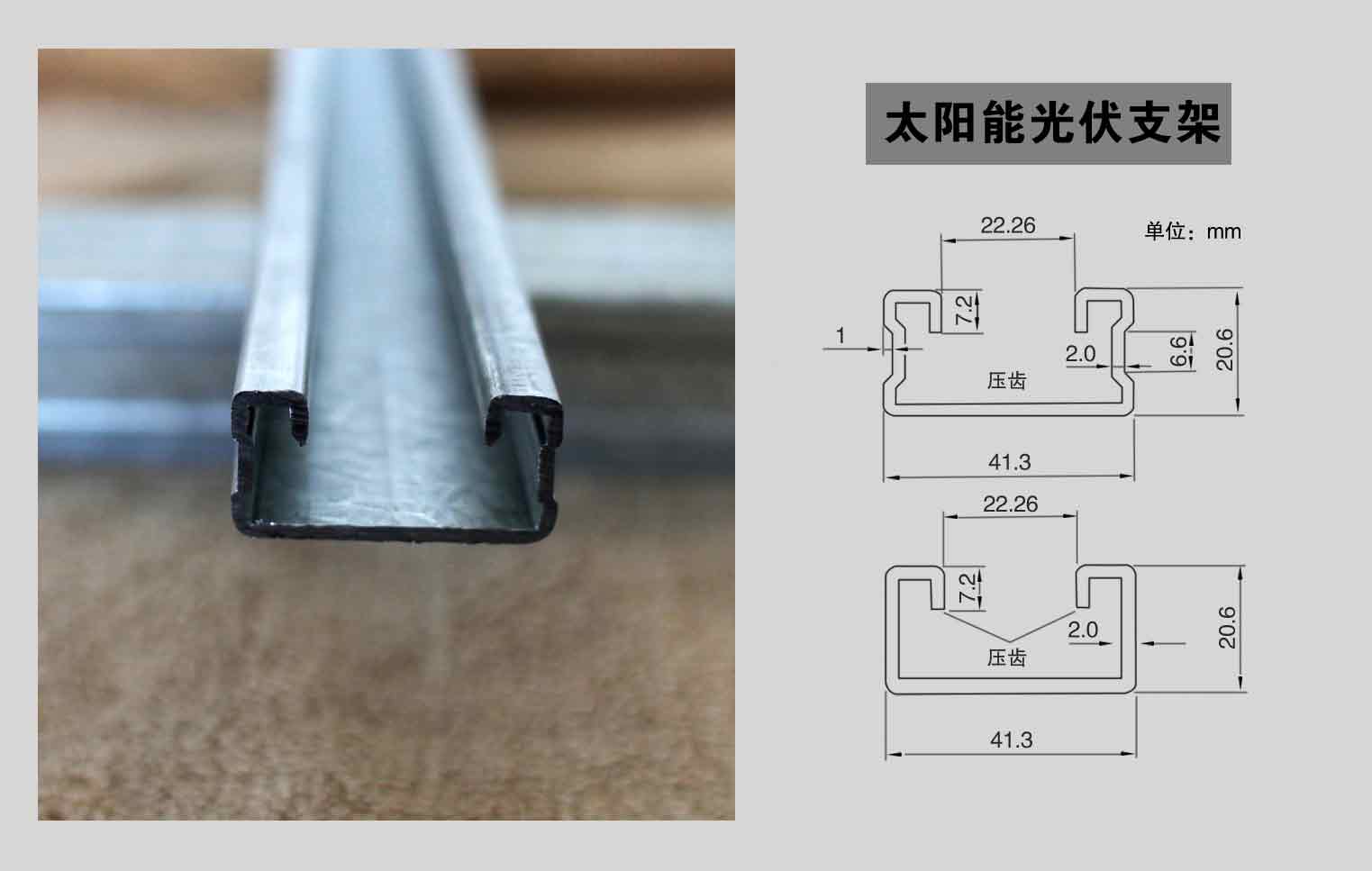
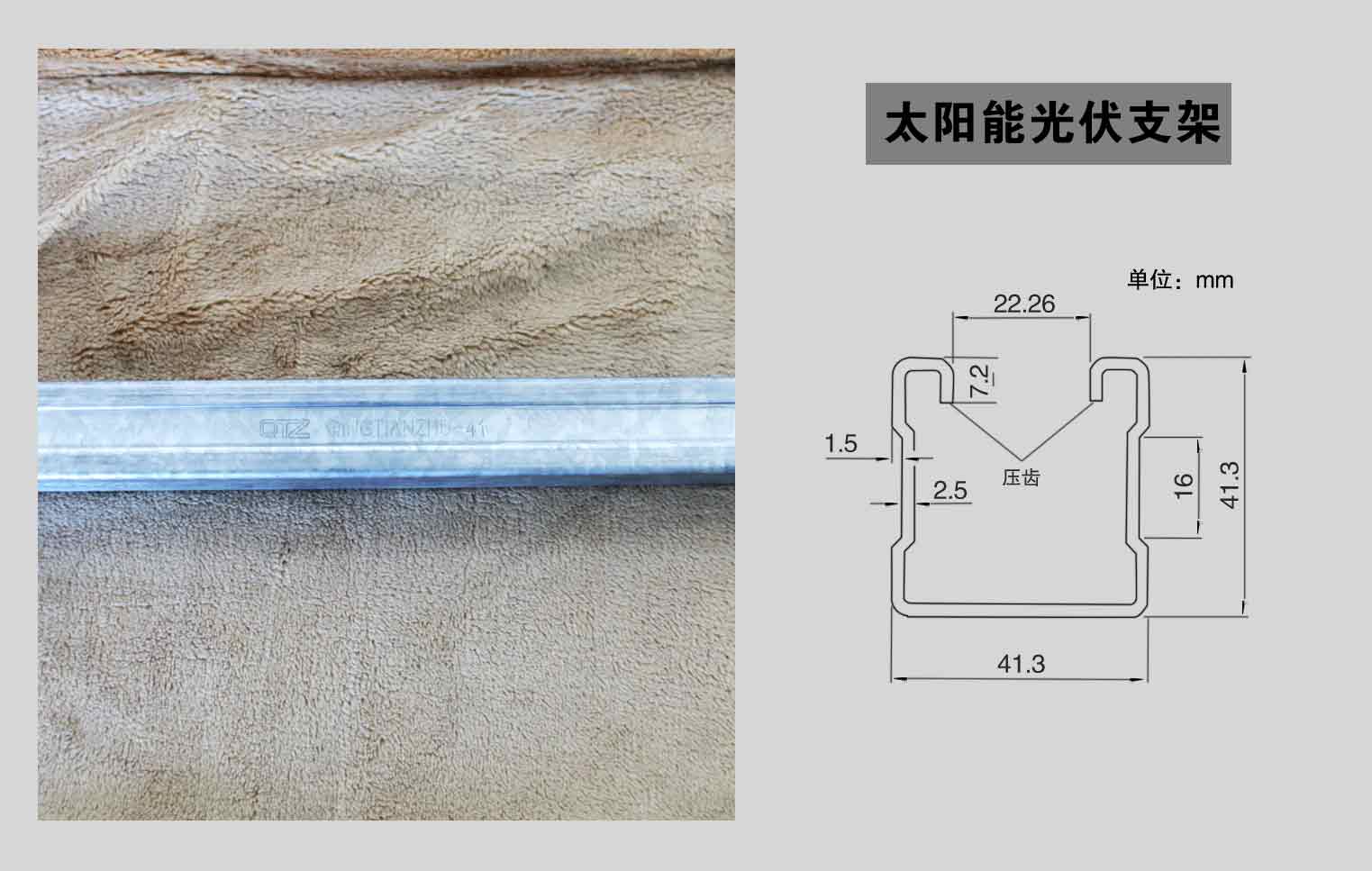
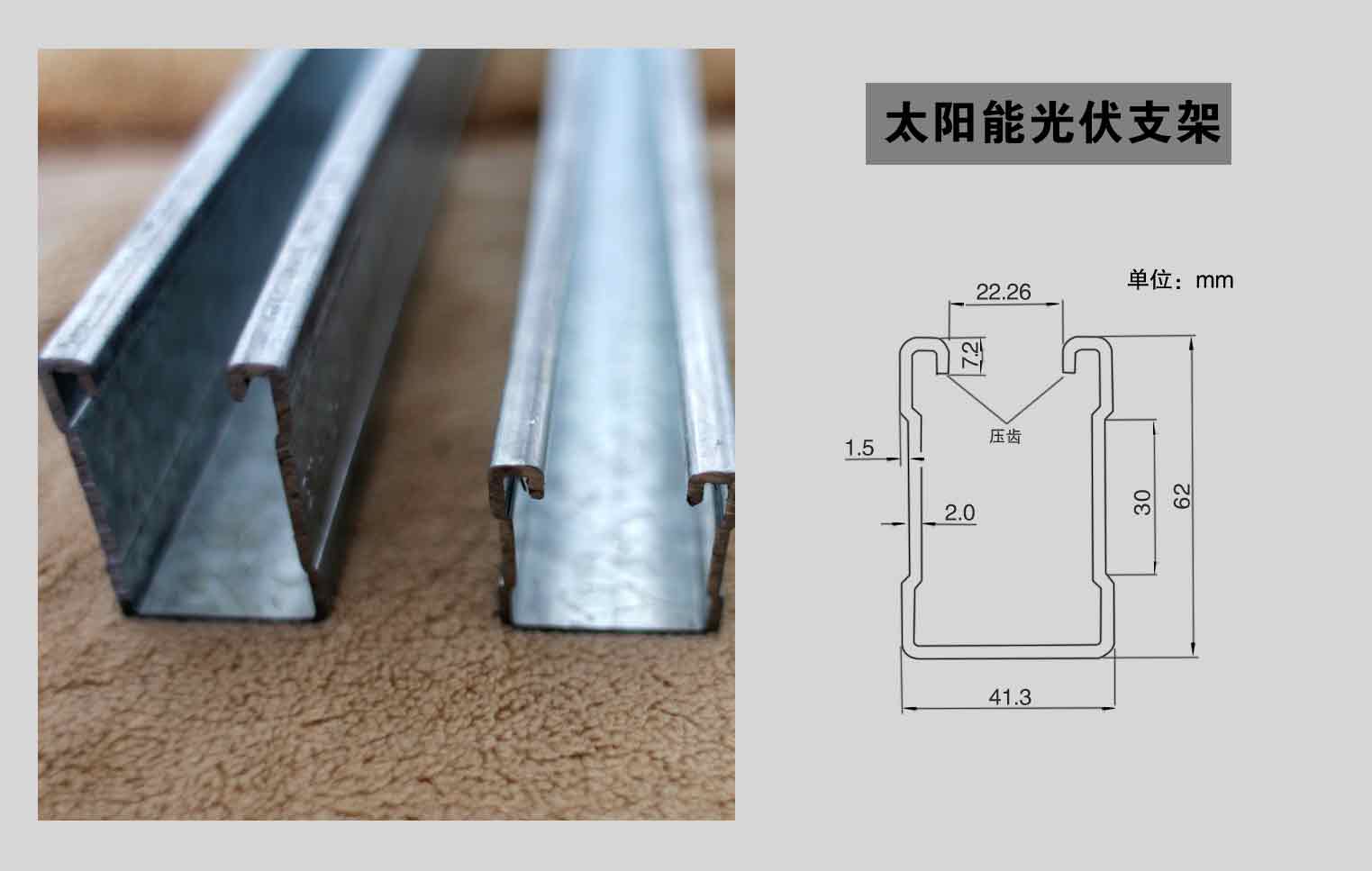
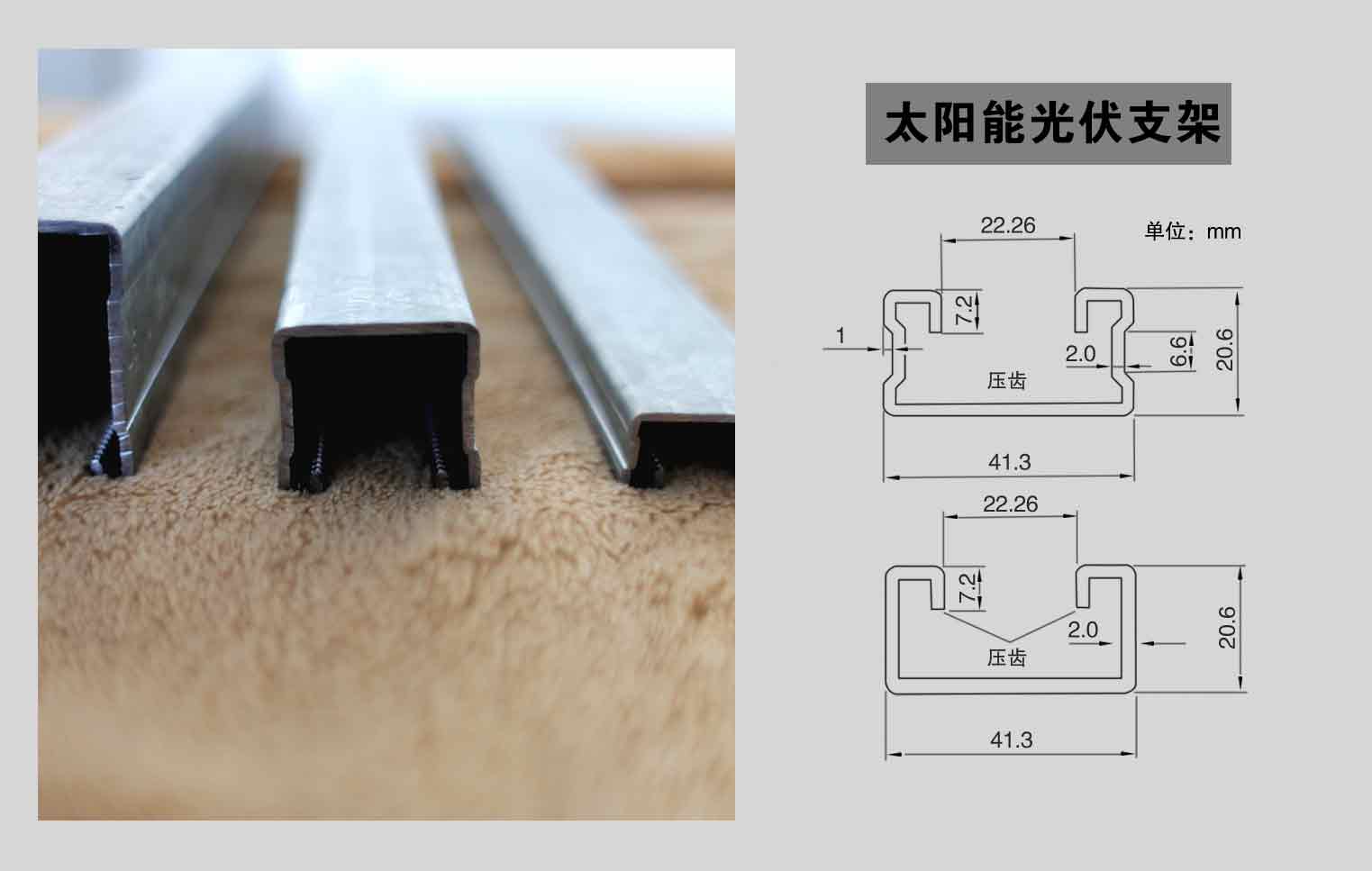
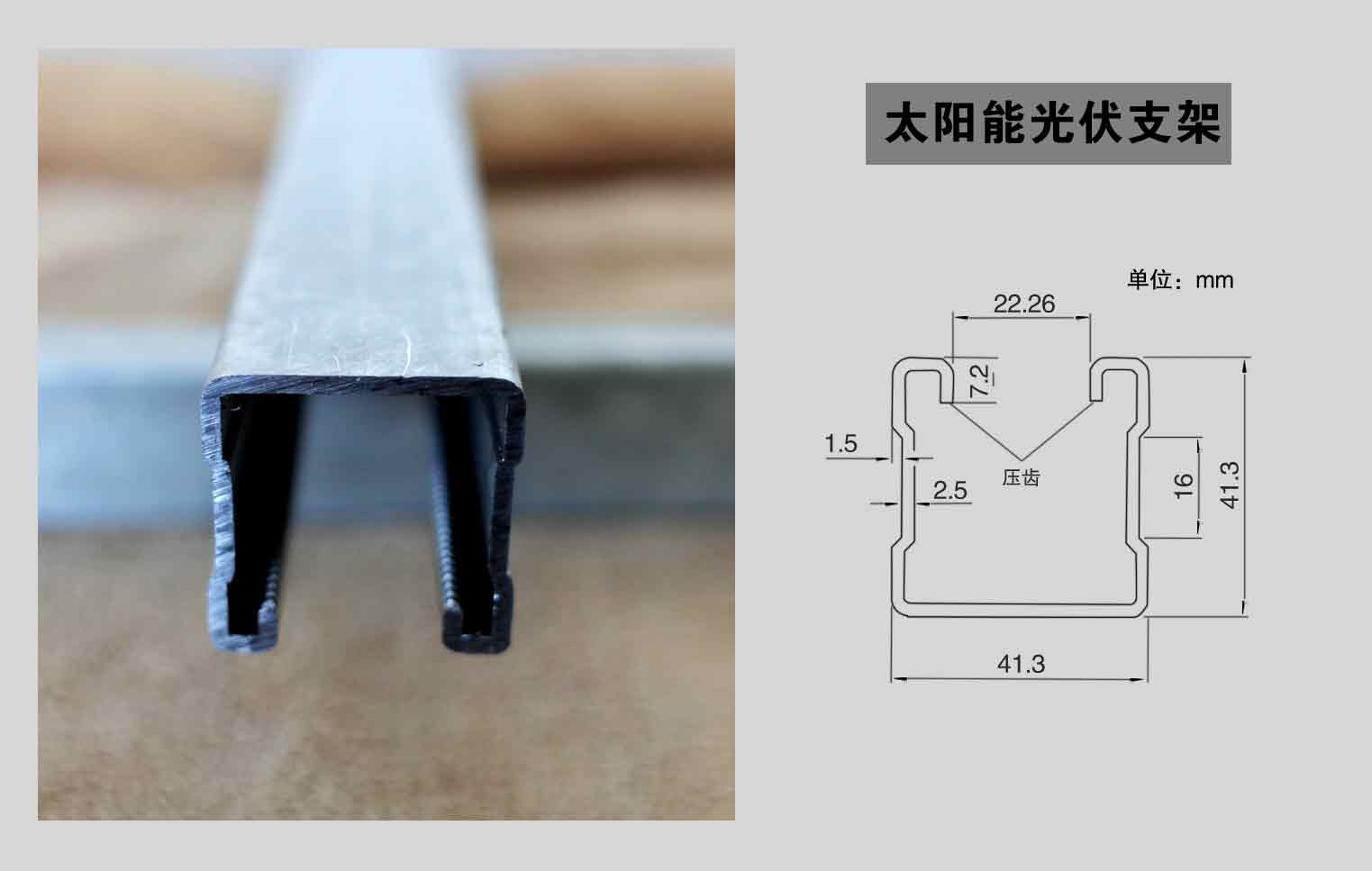
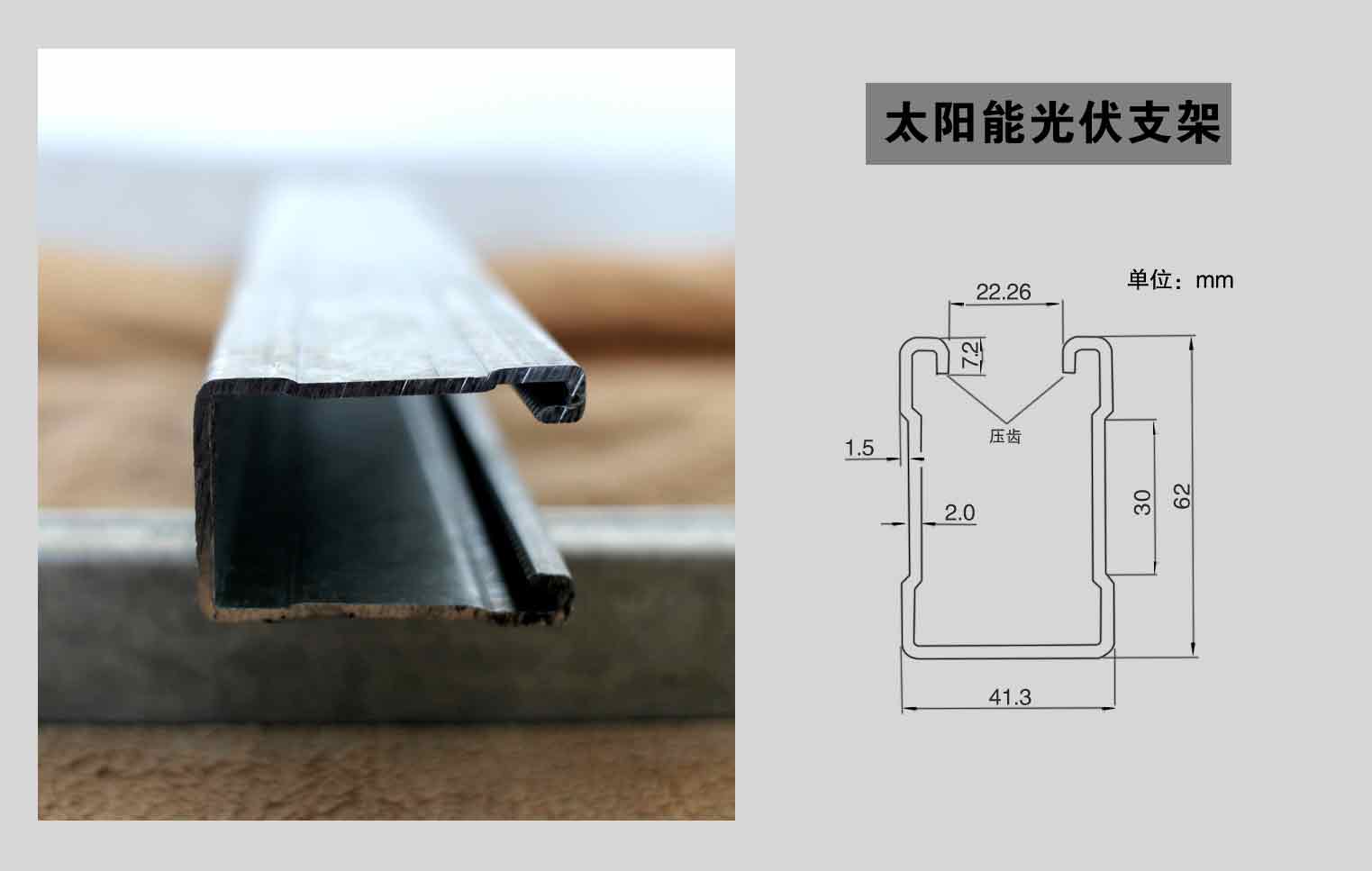
(2) šķērsgriezuma daudzveidība: alumīnija sakausējuma profili parasti tiek apstrādāti ar ekstrūzijas, liešanas, liekšanas, štancēšanas un citiem veidiem. Ekstrūzijas ražošana pašlaik ir galvenais ražošanas veids, atverot ekstrūzijas matricu, var panākt jebkura patvaļīga šķērsgriezuma profila ražošanu, un ražošanas ātrums ir relatīvi liels.
Tēraudu parasti izmanto veltņpresēšanā, liešanā, liekšanā, štancēšanā un citās metodēs. Veltņpresēšana pašlaik ir aukstās formēšanas tērauda ražošanas pamatprodukcija. Šķērsgriezums ir jāpielāgo, izmantojot veltņu spiediena riteņu komplektu, taču vispārējā mašīna var ražot līdzīgus produktus tikai pēc stereotipu un izmēru pielāgošanas, un šķērsgriezuma formu nevar mainīt, piemēram,C staru kūlis, Z-veida sija un citi šķērsgriezumi. Veltņu presēšanas ražošanas metode ir fiksētāka, ražošanas ātrums ir lielāks.
Visaptverošs veiktspējas salīdzinājums
(1) Alumīnija sakausējuma profili ir viegli, skaisti, ar lielisku izturību pret koroziju, tos parasti izmanto jumta elektrostacijās, kurām nepieciešama nesoša, spēcīga kodīga vide, piemēram, ķīmiskās rūpnīcas elektrostacijās utt. Alumīnija sakausējums kā kronšteins sniegs labākus rezultātus.
(2) Tēraudam ir augsta izturība, neliela novirze un deformācija slodzes izturēšanas laikā, ko parasti izmanto elektrostacijas parastajos apstākļos vai relatīvi liela spēka komponentiem. Turklātcinkots C kanālsvar izmantot kausu, iekrāvēju, pašizgāzēju, drupinātāju, pulvera selektoru ražošanai,Cinkots kanālsIztur jebkāda veida nodilumu no dažādiem akmeņiem, smiltīm un grants. Ar izcilu metināšanas veiktspēju, triecienizturību un lieces veiktspēju, piemērots darbam spēcīgā abrazīvā vidē, piemēram, ar augstas stiprības rūdām un kodīgiem materiāliem.
(3) Izmaksas: Kopumā pamata vēja spiediens ir 0,6 kN/m2, laidums ir mazāks par 2 m, un alumīnija sakausējuma stenta izmaksas ir 1,3–1,5 reizes lielākas nekā tērauda konstrukcijas stentam. (Piemēram, krāsaina tērauda jumta segumam) alumīnija sakausējuma kronšteina un tērauda konstrukcijas kronšteina izmaksu atšķirība ir relatīvi neliela, un svara ziņā alumīnija sakausējums ir daudz vieglāks nekā tērauda kronšteins, tāpēc tas ir ļoti piemērots jumta elektrostacijām.
Publicēšanas laiks: 2025. gada 19. februāris




