

Азыркы учурда, фотоэлектрдик кронштейндердин негизги коррозияга каршы ыкмасы ысык чөмүлтүлгөн 55-80 мкм гальванизацияланган болотту, ал эми аноддук кычкылдануу 5-10 мкм алюминий эритмесин колдонуу менен жасалат.
Алюминий эритмеси атмосфералык чөйрөдө, пассивдүүлүк зонасында, анын бетинде тыгыз кычкыл пленка катмары пайда болот, бул активдүү алюминий матрицасынын бетинин айланадагы атмосфера менен байланышына тоскоол болот, ошондуктан ал абдан жакшы коррозияга туруктуулукка ээ жана убакыттын өтүшү менен коррозия ылдамдыгы төмөндөйт.
Кадимки шарттарда болот (C1-C4 категориясындагы чөйрө), 80 мкм калыңдыктагы гальванизацияланган болот 20 жылдан ашык убакытка чейин кызмат кыла алат, бирок нымдуулугу жогору өнөр жай аймактарында же деңиз жээгинде же ал тургай мелүүн деңиз суусунда дат басуу ылдамдыгы тездейт, гальванизациянын көлөмү 100 мкмден ашышы керек жана жыл сайын үзгүлтүксүз техникалык тейлөөнү талап кылат.



Башка аспектилерди салыштыруу
1) Көрүнүш: Алюминий эритмесинин профилдери аноддук кычкылдануу, химиялык жылтыратуу, фторкөмүртек чачуу, электрофоретикалык боёо сыяктуу көптөгөн беттик иштетүүлөргө ээ. Көрүнүшү кооз жана айлана-чөйрөнүн ар кандай күчтүү коррозиялык таасирине ыңгайлаша алат.
Болот, адатта, ысык чөмүлтүлүп, цинктелген, бетине чачыратылган, боёк менен капталган ж.б.у.с.
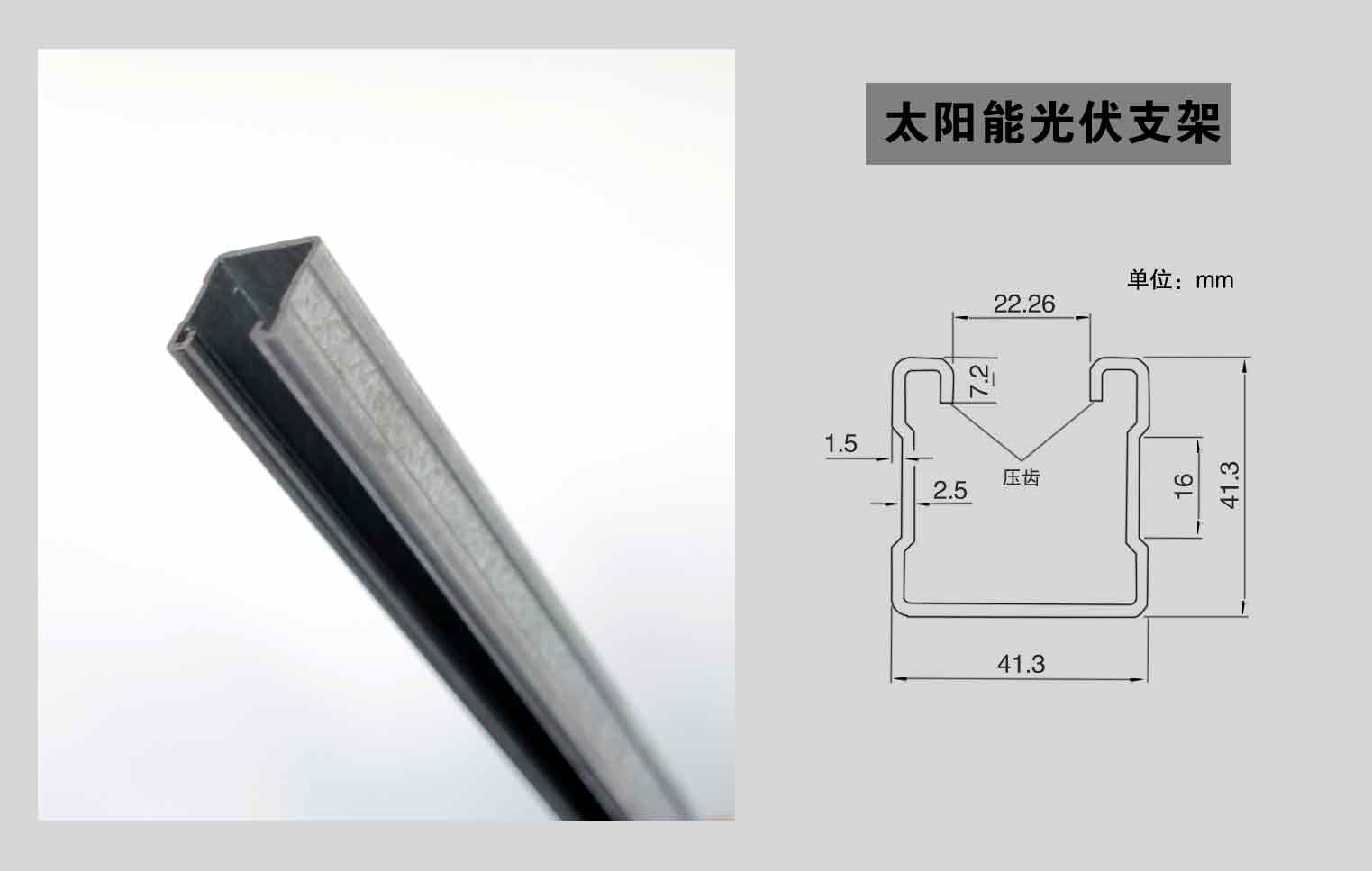
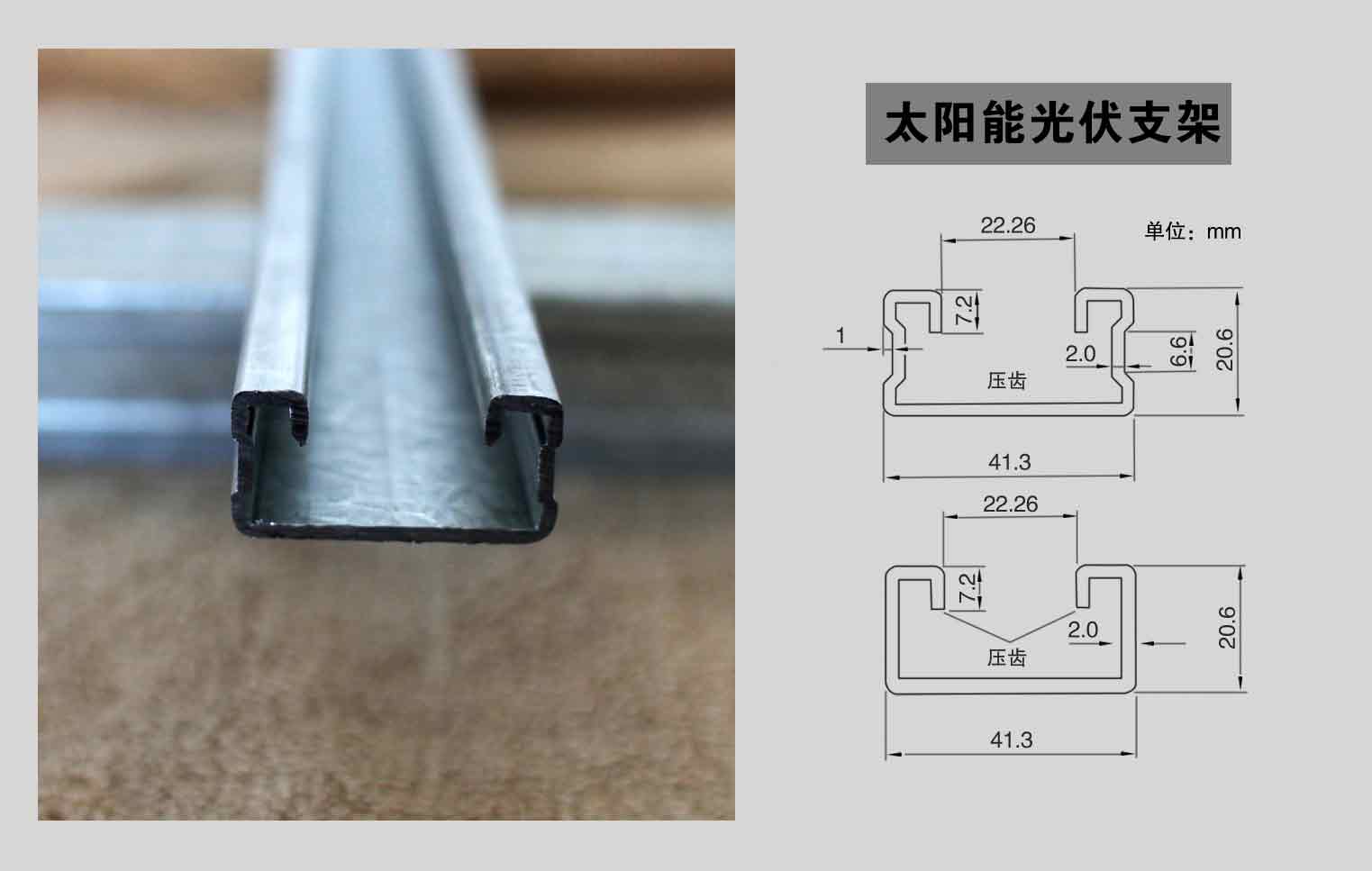
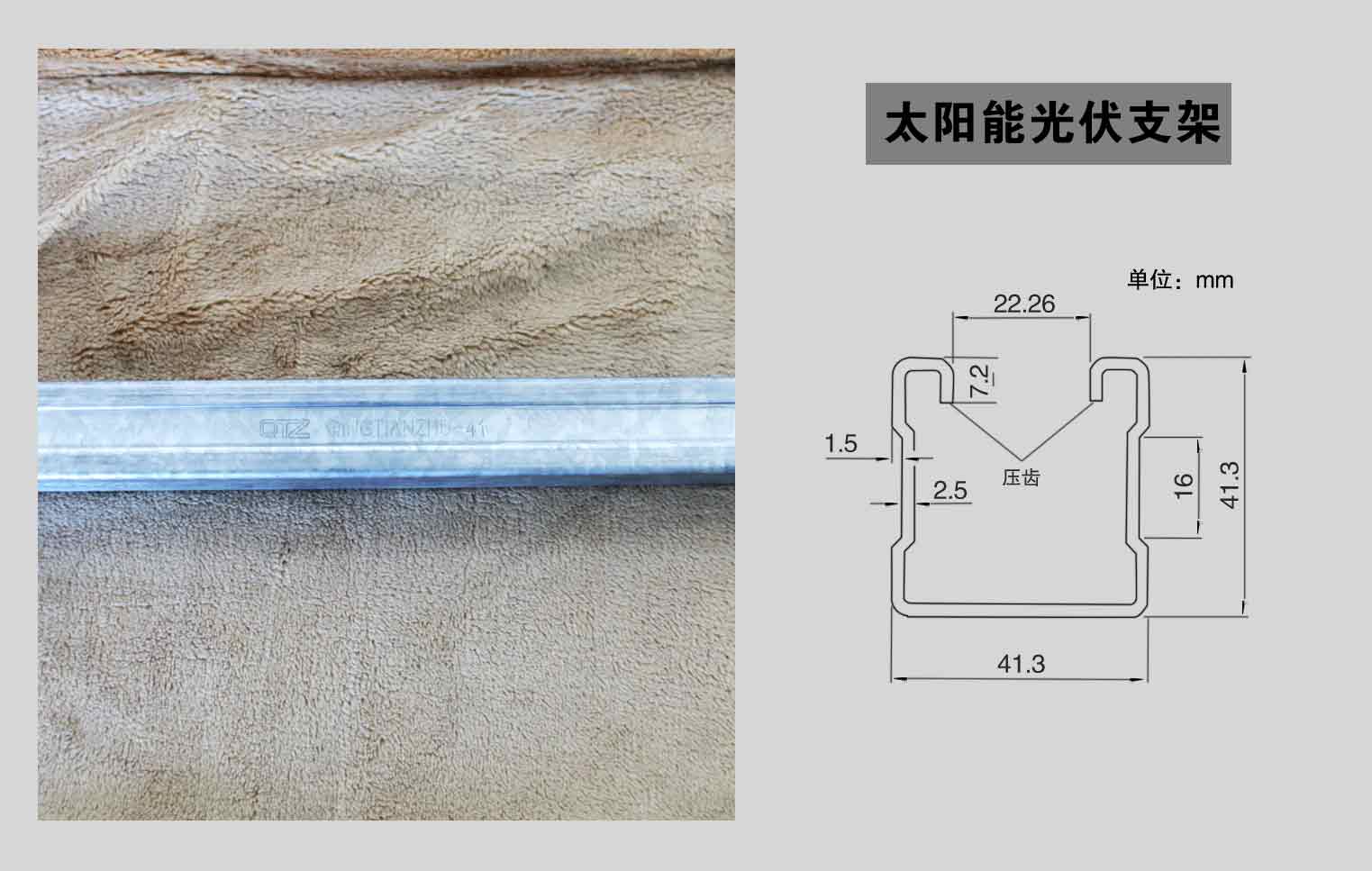
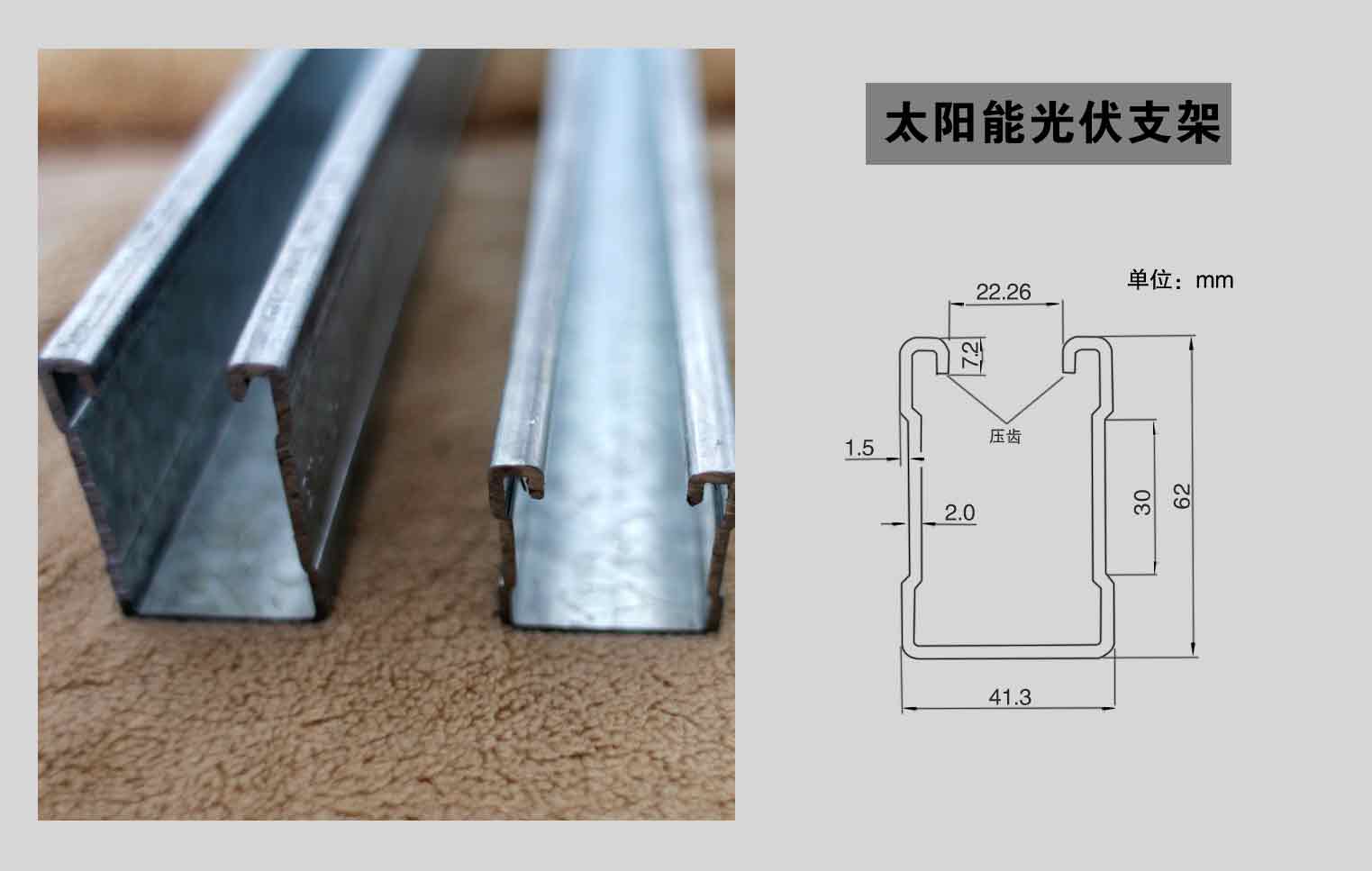
(2) кесилиш ар түрдүүлүгү: алюминий эритмесинин профилдери жалпысынан экструзия, куюу, ийүү, штамптоо жана башка жолдор менен иштетилет. Экструзия өндүрүшү азыркы учурда негизги өндүрүш ыкмасы болуп саналат, экструзия калыптарын ачуу аркылуу каалагандай кесилиш профилдерин өндүрүүгө болот жана өндүрүш ылдамдыгы салыштырмалуу тез.
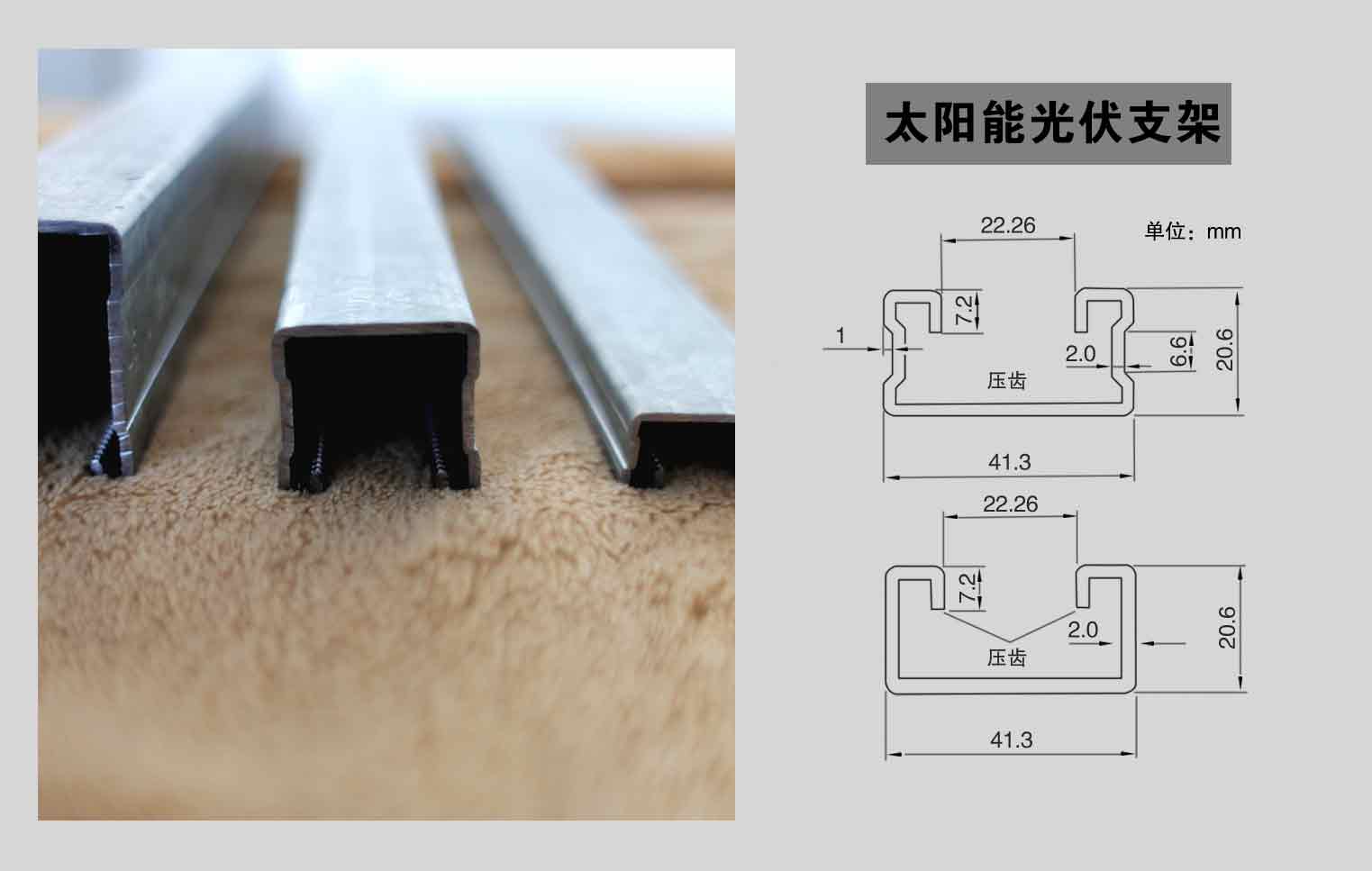
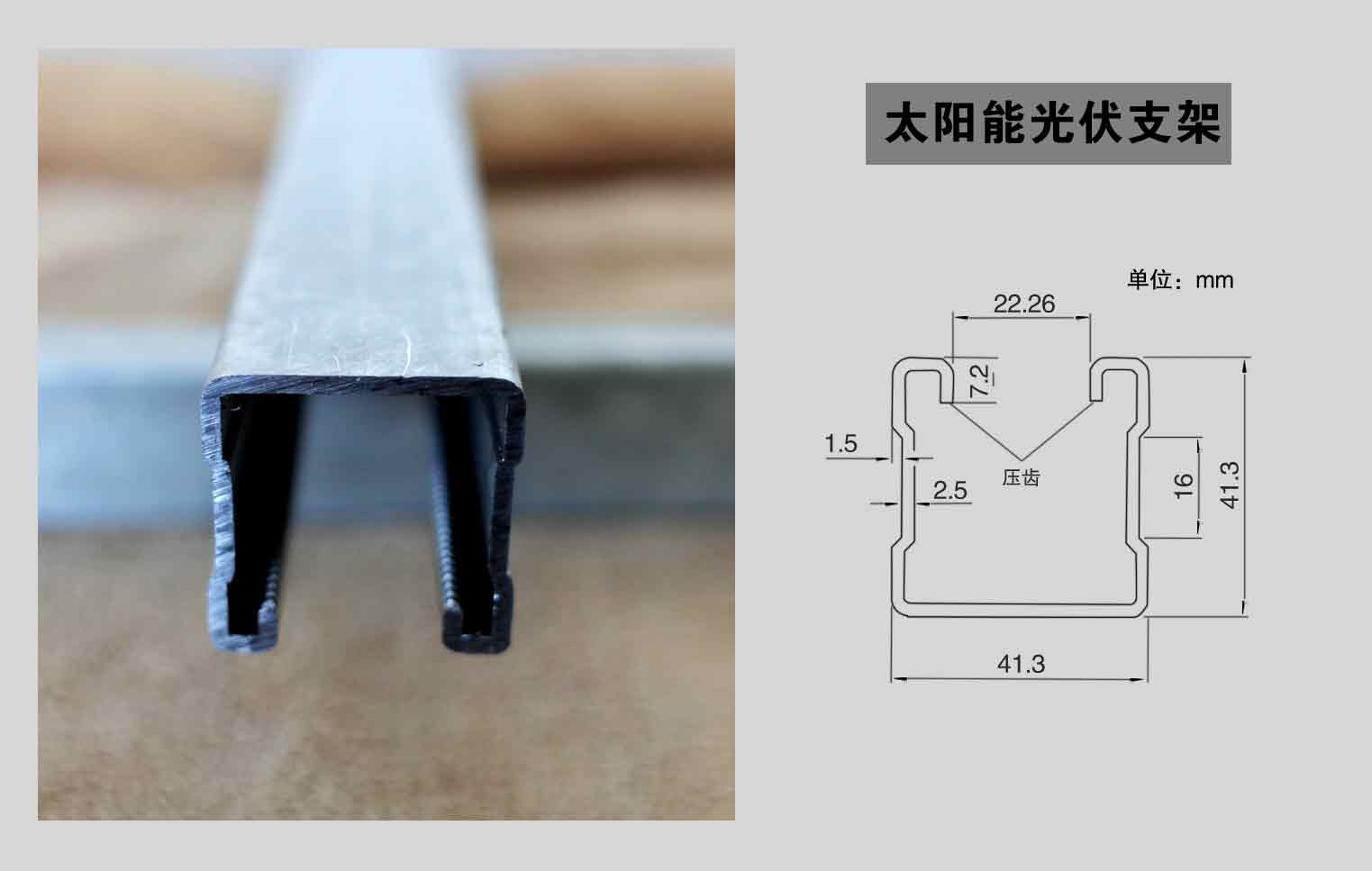
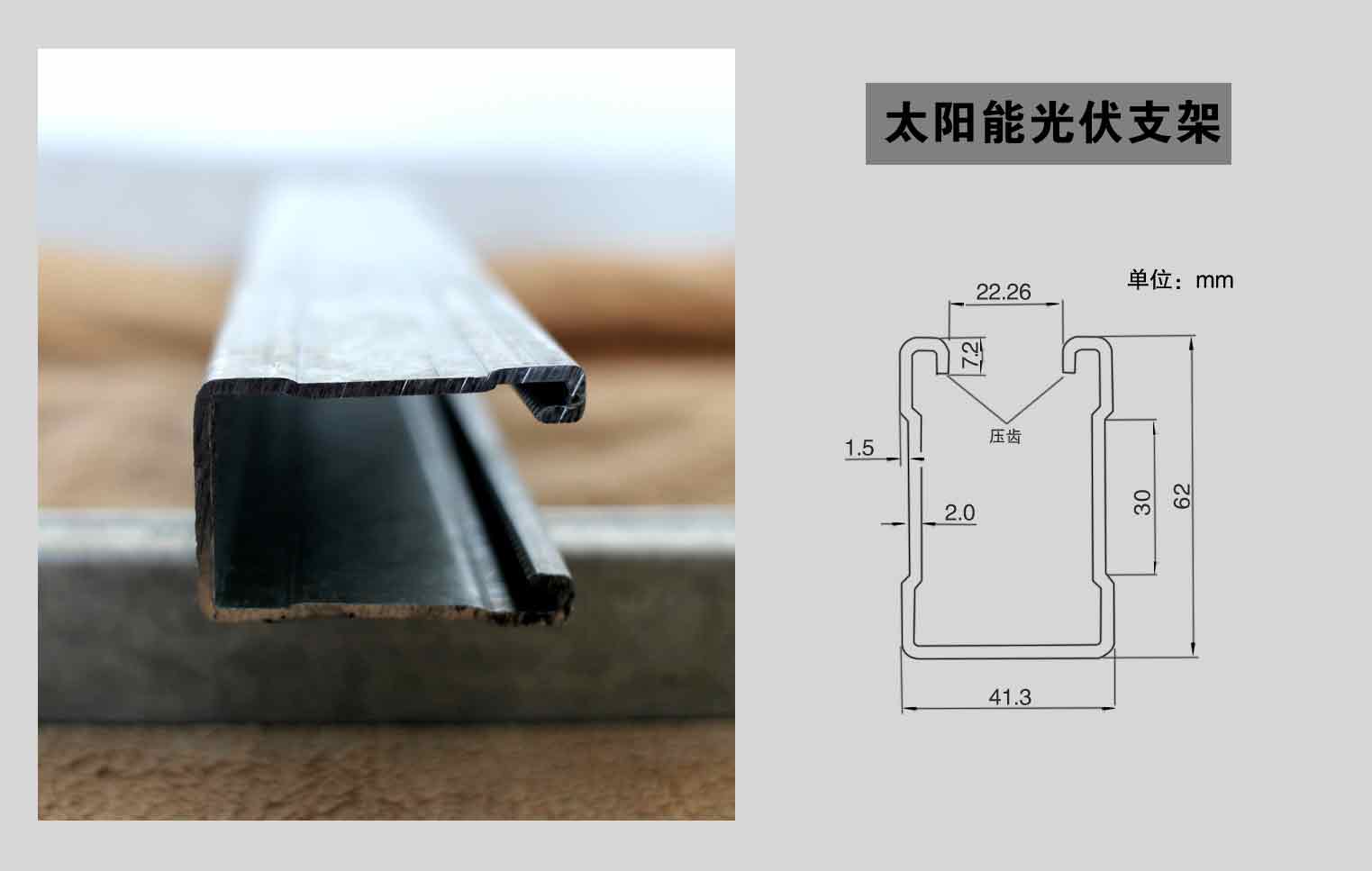
Болот, адатта, ролик менен басууда, куюуда, ийүүдө, штамптоодо жана башка ыкмаларда колдонулат. Ролик менен басуу учурда муздак калыптанган болот өндүрүшүнүн негизги өндүрүшү болуп саналат. Кесилиш ролик басым дөңгөлөктөр топтому аркылуу туураланышы керек, бирок жалпы машина стереотиптерден, өлчөмдөрдү тууралоодон жана кесилиш формасын өзгөртүүгө мүмкүн болбогондон кийин гана окшош продукцияларды чыгара алат, мисалы,C нуру, Z-нур жана башка кесилиштер. Ролик менен пресстөө өндүрүш ыкмасы туруктуураак, өндүрүш ылдамдыгы тезирээк.
Комплекстүү аткарууну салыштыруу
(1) Алюминий эритмесинин профилдери сапаты боюнча жеңил, көрүнүшү боюнча кооз, коррозияга туруктуулугу боюнча эң сонун, көбүнчө жүк көтөрүүчү, күчтүү коррозиялык чөйрөнү талап кылган чатыр электр станцияларында, мисалы, химиялык завод электр станцияларында ж.б. колдонулат. Алюминий эритмеси кронштейн катары жакшы натыйжа берет.
(2) Болоттун жогорку бекемдиги, жүктөрдү көтөргөндө анча чоң эмес майышуусу жана деформациясы бар, көбүнчө электр станциясынын кадимки шарттарында же күчтүн компоненттери үчүн колдонулат, бул салыштырмалуу чоң. Мындан тышкары,гальванизацияланган C каналычакаларды, жүктөгүчтөрдү, самосвалдарды, майдалагычтарды, порошок селекторлорун өндүрүүдө колдонулушу мүмкүн,Гальванизацияланган каналар кандай тектердин, кумдун жана шагылдын ар кандай эскирүүсүнө туруштук берет. Мыкты ширетүү көрсөткүчүнө, соккуга жана ийилүүгө туруктуулугуна ээ, жогорку бекемдиктеги рудалар жана дат басуучу материалдар сыяктуу күчтүү абразивдүү чөйрөдө иштөөгө ылайыктуу.
(3) Баасы: Жалпысынан алганда, шамалдын негизги басымы 0,6 кН/м2, аралыгы 2 мден төмөн, ал эми алюминий эритмесинен жасалган стенттин баасы болот конструкциясынын стентине караганда 1,3-1,5 эсе жогору. (Мисалы, түстүү болот чатыры) алюминий эритмесинин кронштейни менен болот конструкциясынын кронштейнинин баасынын айырмасы салыштырмалуу аз, ал эми салмагы боюнча алюминий эритмеси болот кронштейнге караганда алда канча жеңил, ошондуктан ал чатыр электр станциясы үчүн абдан ылайыктуу.
Жарыяланган убактысы: 2025-жылдын 19-февралы




