

បច្ចុប្បន្ននេះ វិធីសាស្ត្រប្រឆាំងនឹងការច្រេះចម្បងនៃដែកតង្កៀប photovoltaic ដោយប្រើការជ្រលក់ក្តៅស័ង្កសី 55-80μm និងយ៉ាន់ស្ព័រអាលុយមីញ៉ូមដោយប្រើការកត់សុីអាណូត 5-10μm។
យ៉ាន់ស្ព័រអាលុយមីញ៉ូមនៅក្នុងបរិយាកាសបរិយាកាស នៅក្នុងតំបន់អសកម្ម ផ្ទៃរបស់វាបង្កើតជាស្រទាប់ខ្សែភាពយន្តអុកស៊ីដក្រាស់ ដែលរារាំងផ្ទៃម៉ាទ្រីសអាលុយមីញ៉ូមសកម្មនៃការប៉ះជាមួយបរិយាកាសជុំវិញ ដូច្នេះវាមានភាពធន់នឹងការច្រេះល្អណាស់ ហើយអត្រាច្រេះថយចុះជាមួយនឹងពេលវេលា។
ដែកថែបក្នុងលក្ខខណ្ឌធម្មតា (បរិស្ថានប្រភេទ C1-C4) កម្រាស់ស័ង្កសី 80μm អាចធានាបាននូវការប្រើប្រាស់លើសពី 20 ឆ្នាំ ប៉ុន្តែនៅក្នុងតំបន់ឧស្សាហកម្មដែលមានសំណើមខ្ពស់ ឬឆ្នេរសមុទ្រដែលមានជាតិប្រៃខ្ពស់ ឬសូម្បីតែអត្រាច្រេះទឹកសមុទ្រមានសីតុណ្ហភាពមធ្យមត្រូវបានបង្កើនល្បឿន បរិមាណស័ង្កសីត្រូវមានច្រើនជាង 100μm ហើយត្រូវការការថែទាំជាប្រចាំជារៀងរាល់ឆ្នាំ។



ការប្រៀបធៀបទិដ្ឋភាពផ្សេងទៀត
១) រូបរាង៖ ទម្រង់យ៉ាន់ស្ព័រអាលុយមីញ៉ូមមានការព្យាបាលលើផ្ទៃច្រើនប្រភេទ ដូចជាការកត់សុីអាណូត ការប៉ូលាគីមី ការបាញ់ថ្នាំហ្វ្លុយអូរ៉ូកាបូន និងការលាបពណ៌អេឡិចត្រូហ្វូរ៉េស៊ីស។ រូបរាងគឺស្រស់ស្អាត និងអាចសម្របខ្លួនទៅនឹងឥទ្ធិពលច្រេះខ្លាំងជាច្រើននៃបរិស្ថាន។
ជាទូទៅ ដែកថែបត្រូវបានស័ង្កសីជ្រលក់ក្តៅ ការបាញ់ថ្នាំលើផ្ទៃ ការលាបថ្នាំលាប និងអ្វីៗផ្សេងទៀត។
(2) ភាពចម្រុះនៃផ្នែកឆ្លងកាត់៖ ទម្រង់យ៉ាន់ស្ព័រអាលុយមីញ៉ូមជាទូទៅត្រូវបានដំណើរការតាមរបៀប extrusion, casting, bending, stamping និងវិធីផ្សេងៗទៀត។ ការផលិត extrusion បច្ចុប្បន្នគឺជារបៀបផលិតដ៏សំខាន់ តាមរយៈការបើកផ្សិត extrusion អាចសម្រេចបាននូវការផលិតទម្រង់ផ្នែកឆ្លងកាត់តាមអំពើចិត្តណាមួយ ហើយល្បឿនផលិតកម្មគឺលឿន។
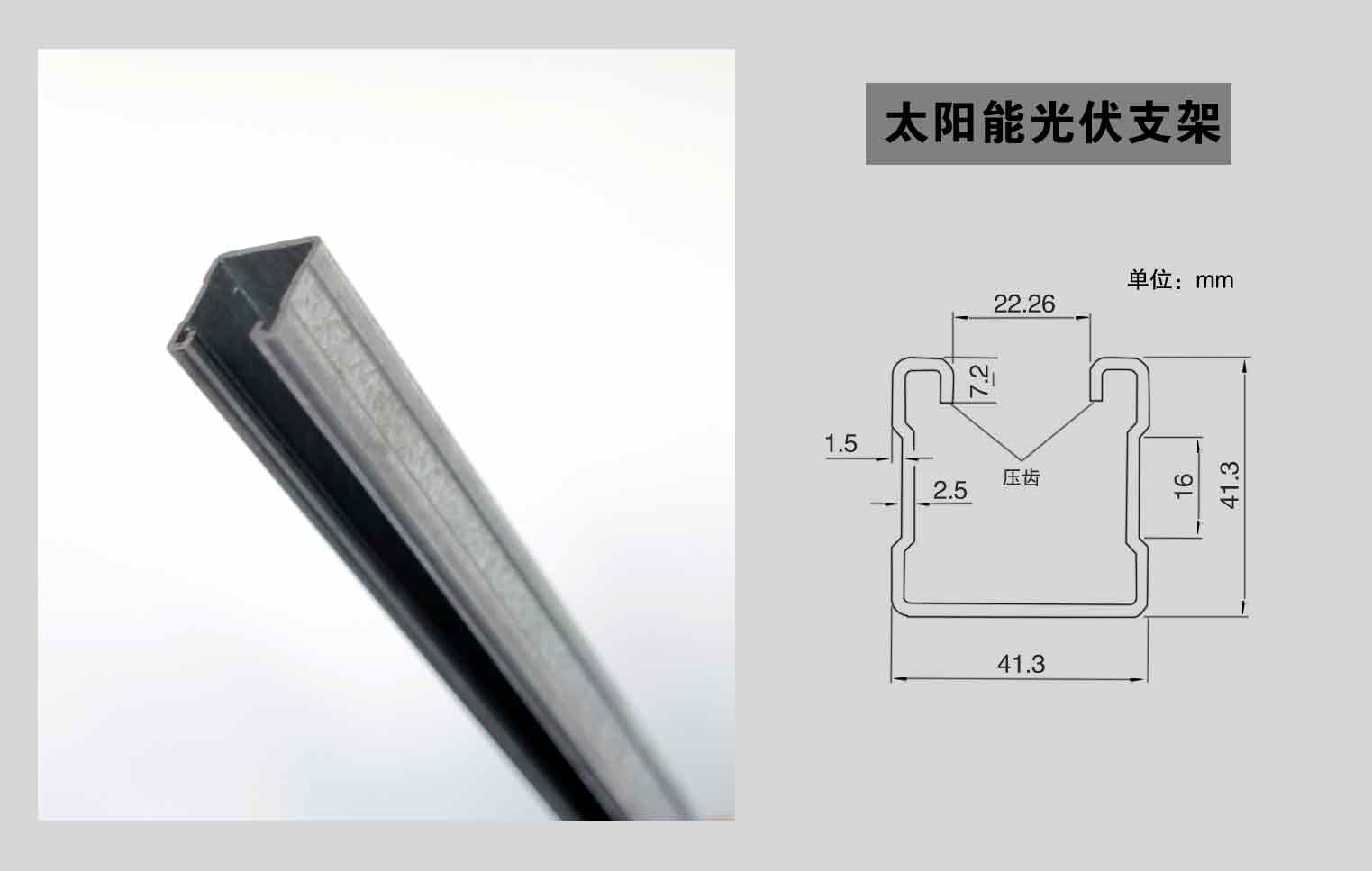
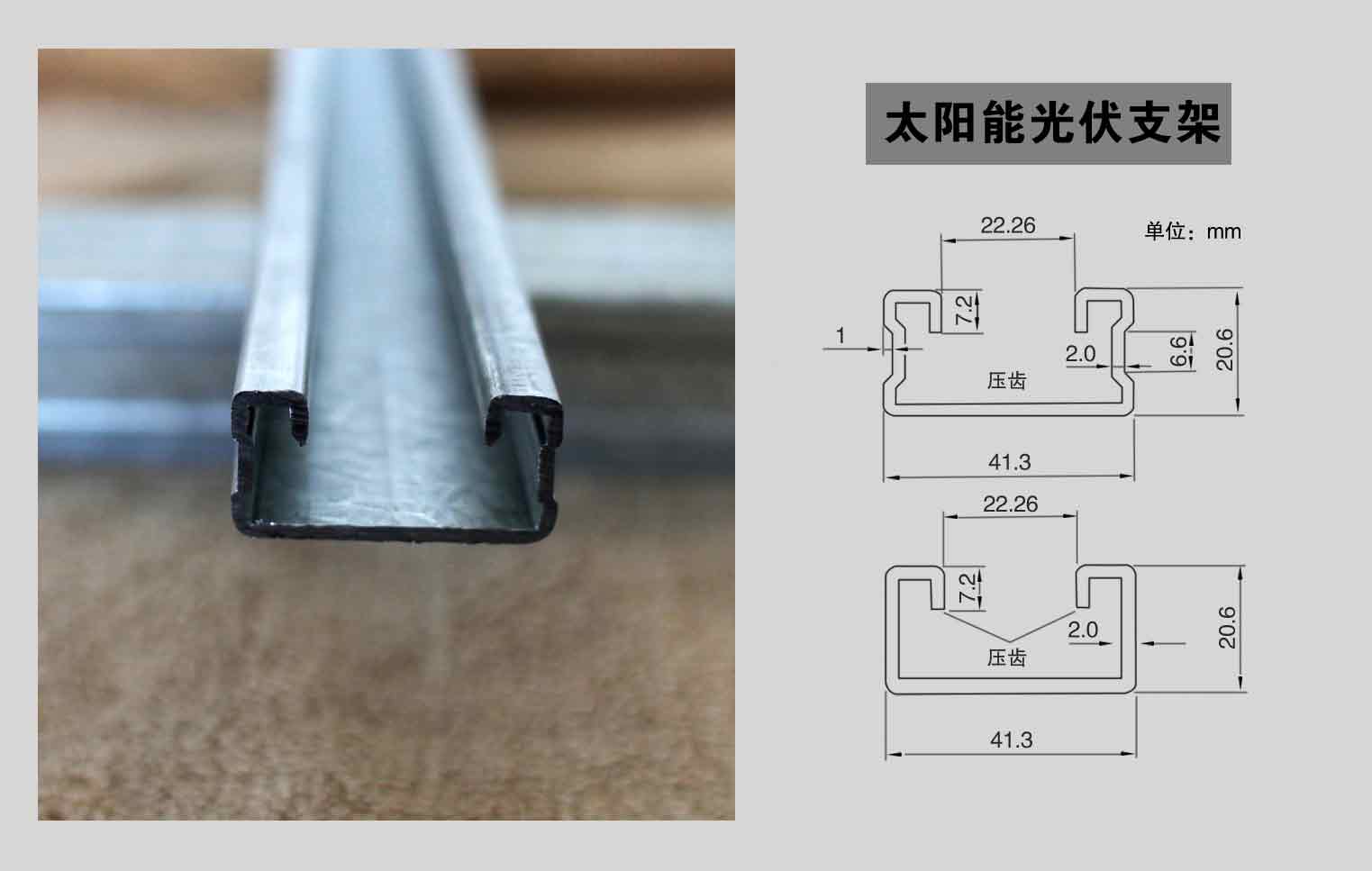
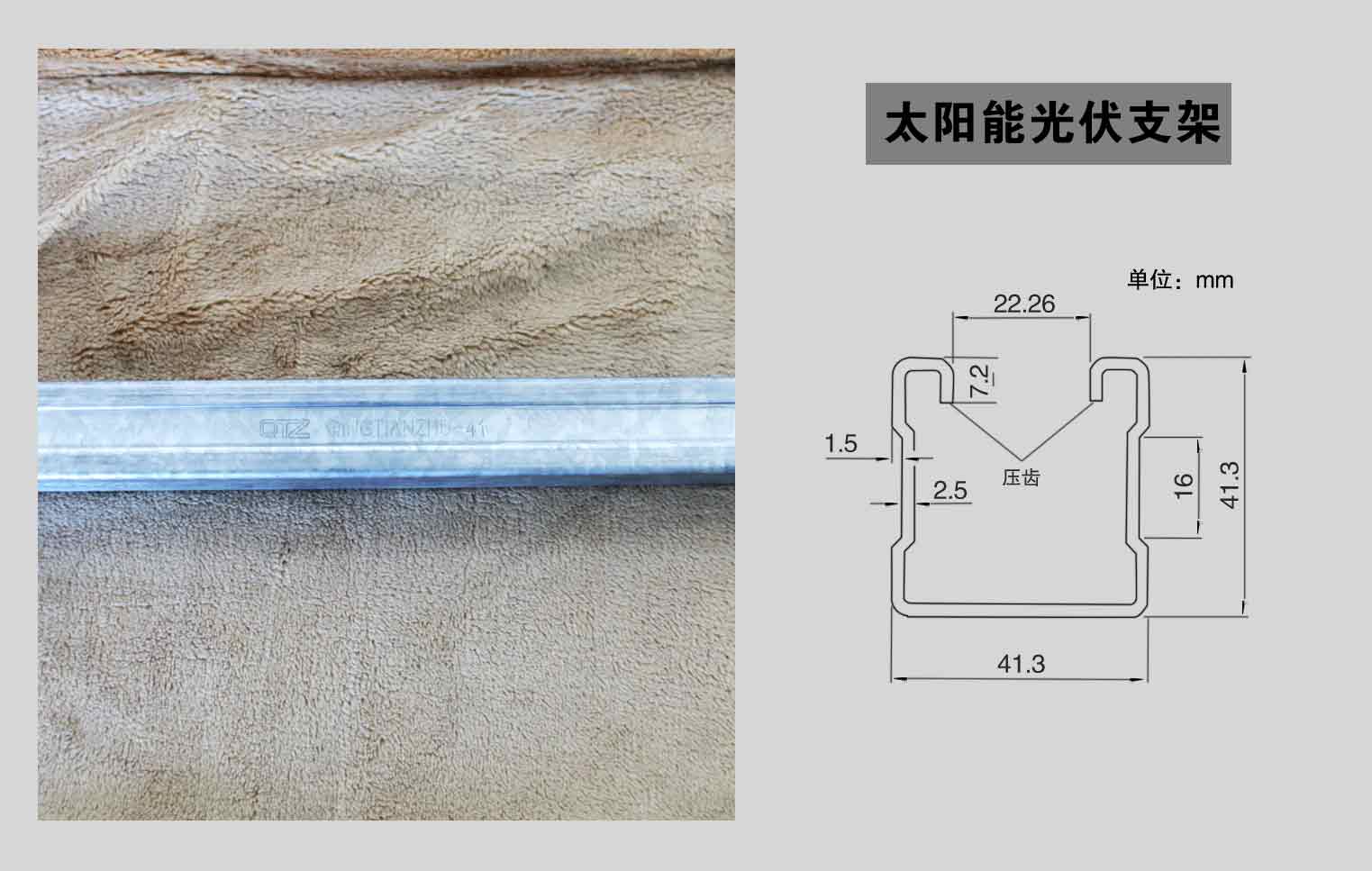
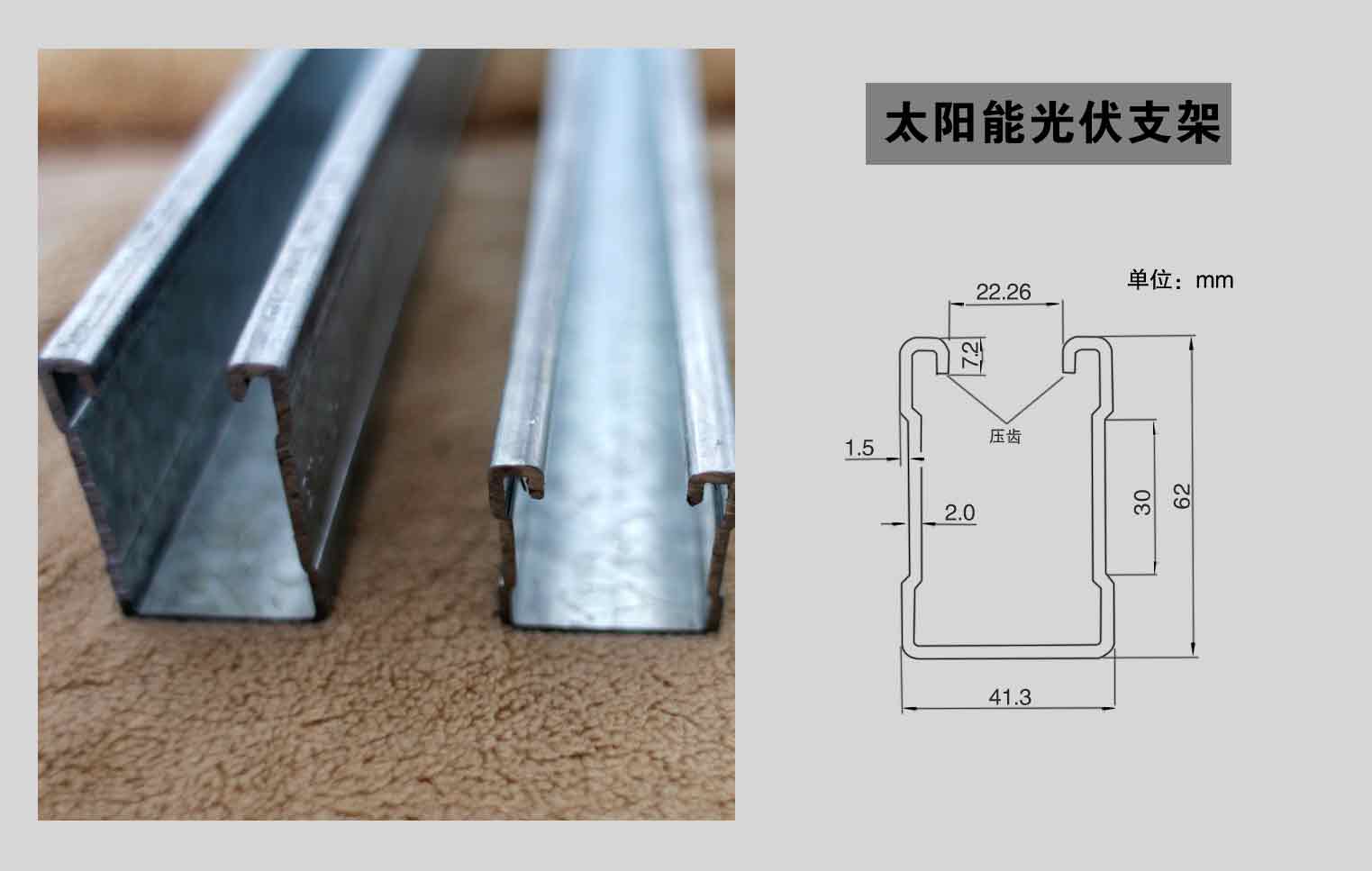
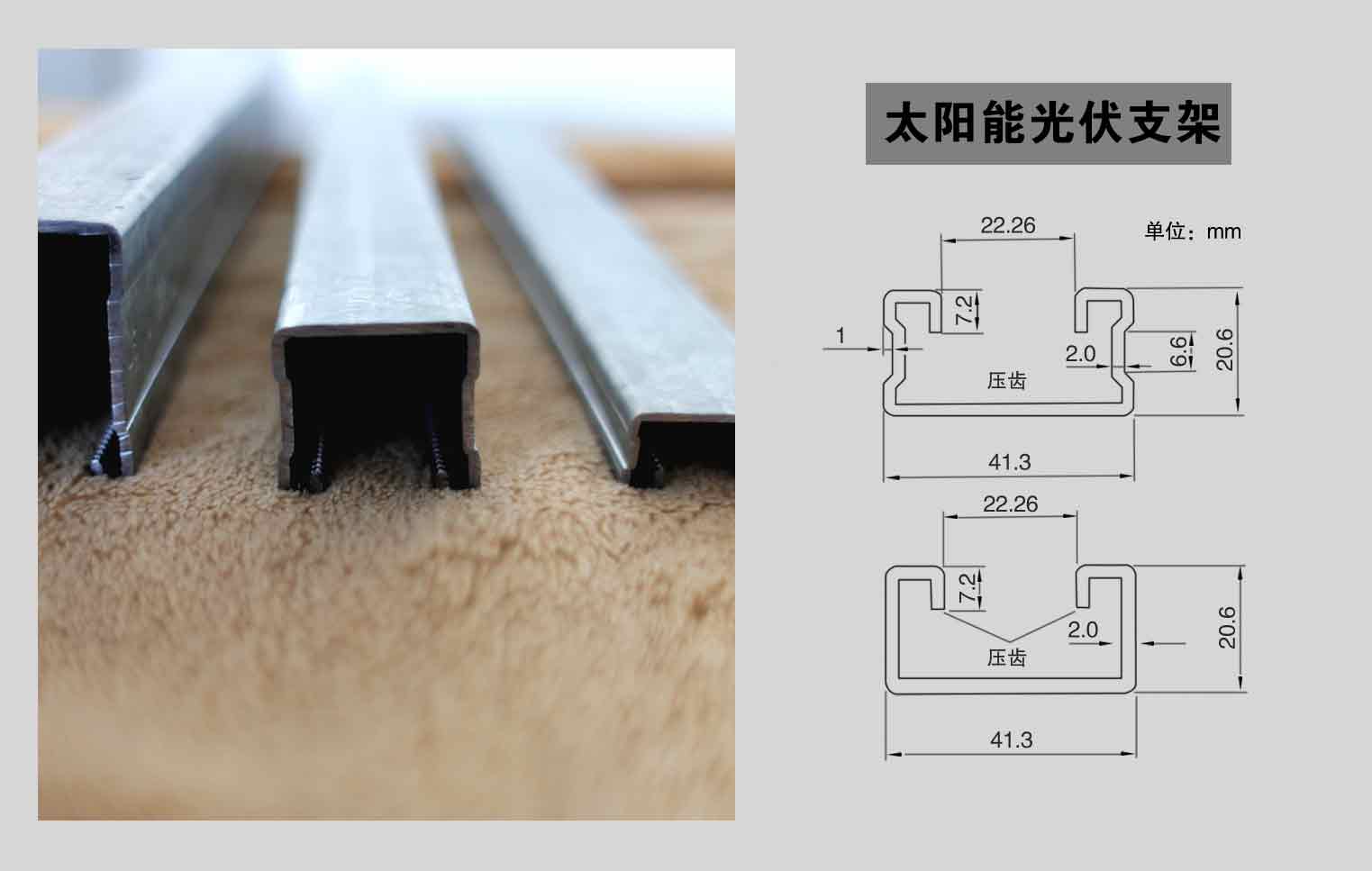
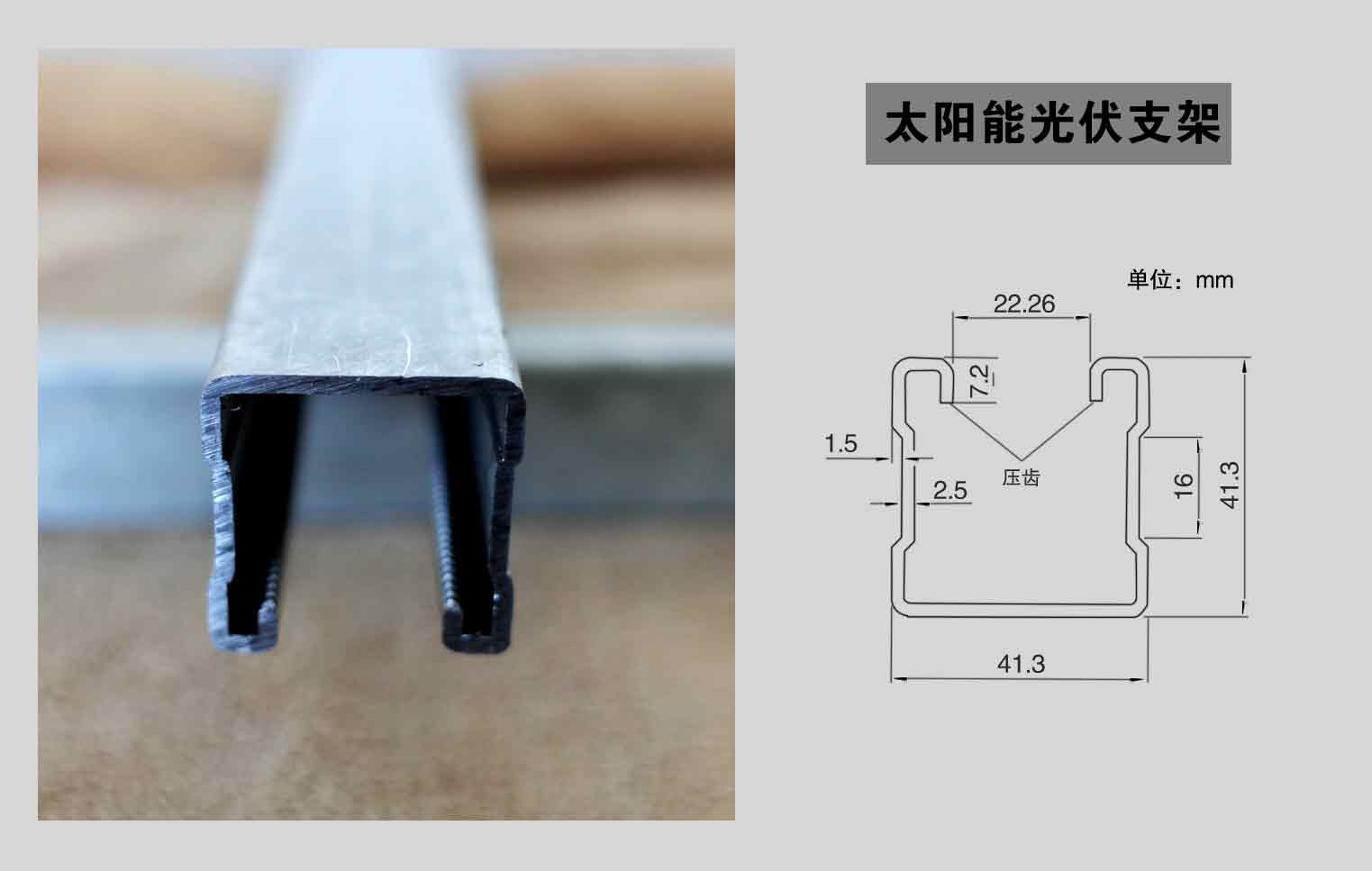
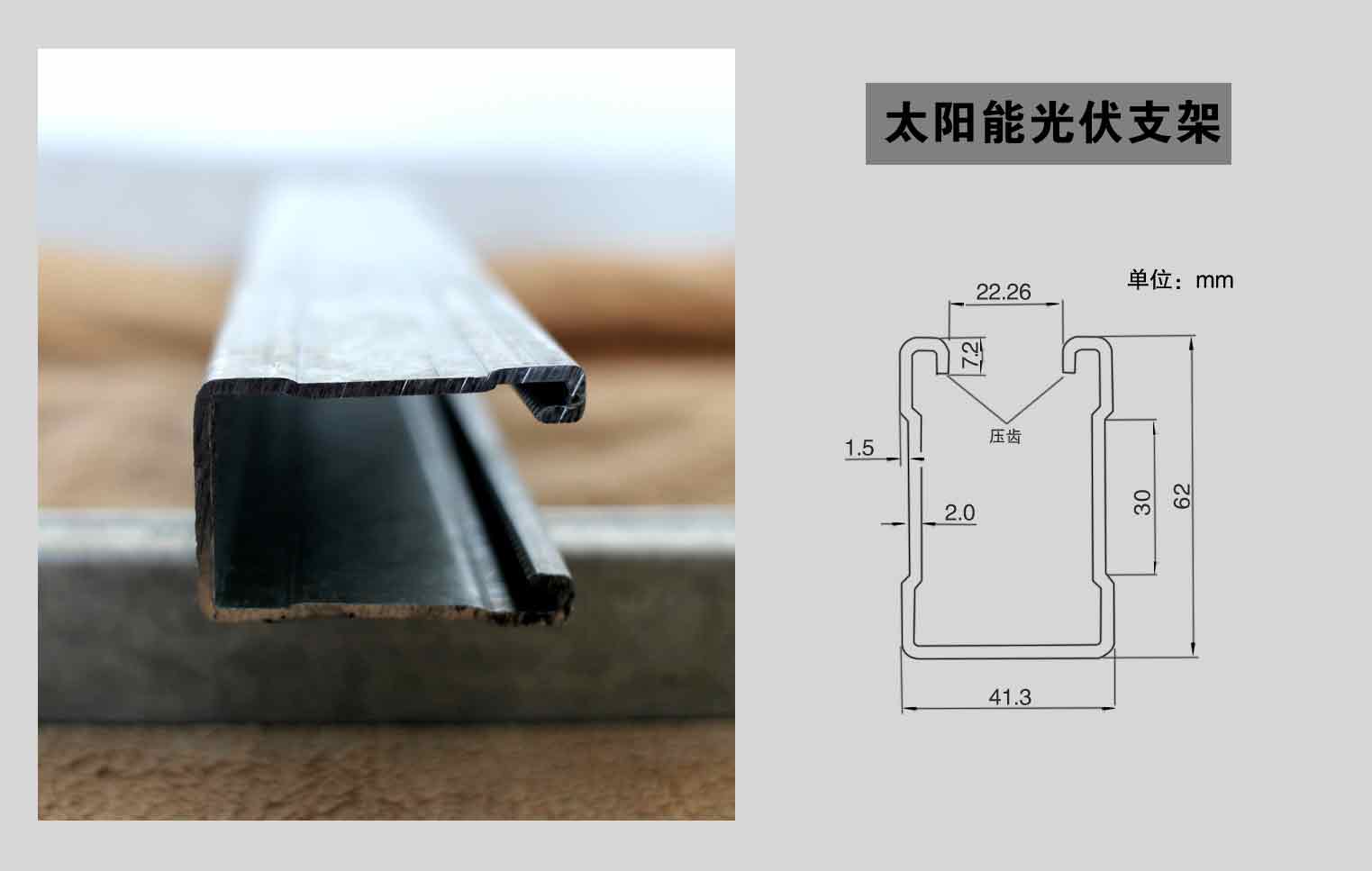
ជាទូទៅដែកថែបត្រូវបានគេប្រើក្នុងការចុចរំកិល ការចាក់ ការពត់ ការបោះត្រា និងវិធីសាស្រ្តផ្សេងៗទៀត។ ការចុចរំកិលបច្ចុប្បន្នគឺជាការផលិតសំខាន់នៃការផលិតដែកថែបដែលបង្កើតដោយត្រជាក់។ ផ្នែកឆ្លងកាត់ត្រូវការកែតម្រូវតាមរយៈសំណុំកង់សម្ពាធរំកិល ប៉ុន្តែម៉ាស៊ីនទូទៅអាចផលិតផលិតផលស្រដៀងគ្នាបានលុះត្រាតែស្តង់ដារ ការកែតម្រូវទំហំ និងរូបរាងផ្នែកឆ្លងកាត់មិនអាចផ្លាស់ប្តូរបាន ដូចជាធ្នឹមរាងអក្សរ C, ធ្នឹម Z និងផ្នែកឆ្លងកាត់ផ្សេងទៀត។ វិធីសាស្ត្រផលិតចុចរំកិលគឺថេរជាង ល្បឿនផលិតលឿនជាង។
ការប្រៀបធៀបការអនុវត្តដ៏ទូលំទូលាយ
(1) ទម្រង់យ៉ាន់ស្ព័រអាលុយមីញ៉ូមមានគុណភាពស្រាល មានរូបរាងស្រស់ស្អាត ធន់នឹងការច្រេះល្អឥតខ្ចោះ ជាទូទៅត្រូវបានប្រើនៅក្នុងរោងចក្រថាមពលលើដំបូលដែលត្រូវការបរិស្ថានដែលមានការច្រេះខ្លាំង ដូចជារោងចក្រថាមពលរោងចក្រគីមីជាដើម។ យ៉ាន់ស្ព័រអាលុយមីញ៉ូមជាតង្កៀបនឹងមានលទ្ធផលល្អជាង។
(2) ដែកថែបមានកម្លាំងខ្ពស់ ការពត់កោង និងការខូចទ្រង់ទ្រាយតិចតួចនៅពេលទ្រទម្ងន់ ជាទូទៅត្រូវបានប្រើក្នុងកាលៈទេសៈធម្មតានៃរោងចក្រថាមពល ឬប្រើសម្រាប់សមាសធាតុនៃកម្លាំងមានទំហំធំ។ លើសពីនេះឆានែល C ស័ង្កសីអាចប្រើសម្រាប់ផលិតធុង រថយន្តផ្ទុក រថយន្តដឹកដី រថយន្តកំទេចដី រថយន្តជ្រើសរើសម្សៅឆានែលស័ង្កសីទប់ទល់នឹងការពាក់ និងរហែកគ្រប់ប្រភេទពីថ្ម ខ្សាច់ និងក្រួសជាច្រើនប្រភេទ។ ជាមួយនឹងដំណើរការផ្សារដ៏ល្អឥតខ្ចោះ កម្លាំងប៉ះទង្គិច និងដំណើរការពត់កោង ស័ក្តិសមសម្រាប់ធ្វើការក្នុងបរិយាកាសសំណឹកខ្លាំង ដូចជារ៉ែដែលមានកម្លាំងខ្ពស់ និងសម្ភារៈច្រេះ។
(3) តម្លៃ៖ ជាទូទៅ សម្ពាធខ្យល់មូលដ្ឋានគឺ 0.6kN/m2 ចន្លោះតិចជាង 2 ម៉ែត្រ ហើយតម្លៃនៃបំពង់ខ្យល់អាលុយមីញ៉ូមគឺ 1.3-1.5 ដងនៃបំពង់ខ្យល់រចនាសម្ព័ន្ធដែក។ (ដូចជាដំបូលដែកពណ៌) ភាពខុសគ្នានៃតម្លៃតង្កៀបអាលុយមីញ៉ូម និងតង្កៀបរចនាសម្ព័ន្ធដែកគឺតូច ហើយទាក់ទងនឹងទម្ងន់ យ៉ាន់ស្ព័រអាលុយមីញ៉ូមគឺស្រាលជាងតង្កៀបដែក ដូច្នេះវាស័ក្តិសមណាស់សម្រាប់រោងចក្រថាមពលដំបូល។
ពេលវេលាបង្ហោះ៖ ថ្ងៃទី ១៩ ខែកុម្ភៈ ឆ្នាំ ២០២៥




