

ამჟამად, ფოტოელექტრული სამაგრის ფოლადის ძირითადი ანტიკოროზიული მეთოდია 55-80μm ცხელი დიპლომატიური გალვანიზაცია, ხოლო ალუმინის შენადნობი - 5-10μm ანოდური დაჟანგვის გამოყენებით.
ატმოსფერულ გარემოში, პასივაციის ზონაში, ალუმინის შენადნობი ქმნის მკვრივი ოქსიდის ფენის ფენას, რაც ხელს უშლის აქტიური ალუმინის მატრიცის ზედაპირის კონტაქტს გარემომცველ ატმოსფეროსთან, ამიტომ მას აქვს ძალიან კარგი კოროზიისადმი მდგრადობა და კოროზიის სიჩქარე მცირდება დროის გახანგრძლივებასთან ერთად.
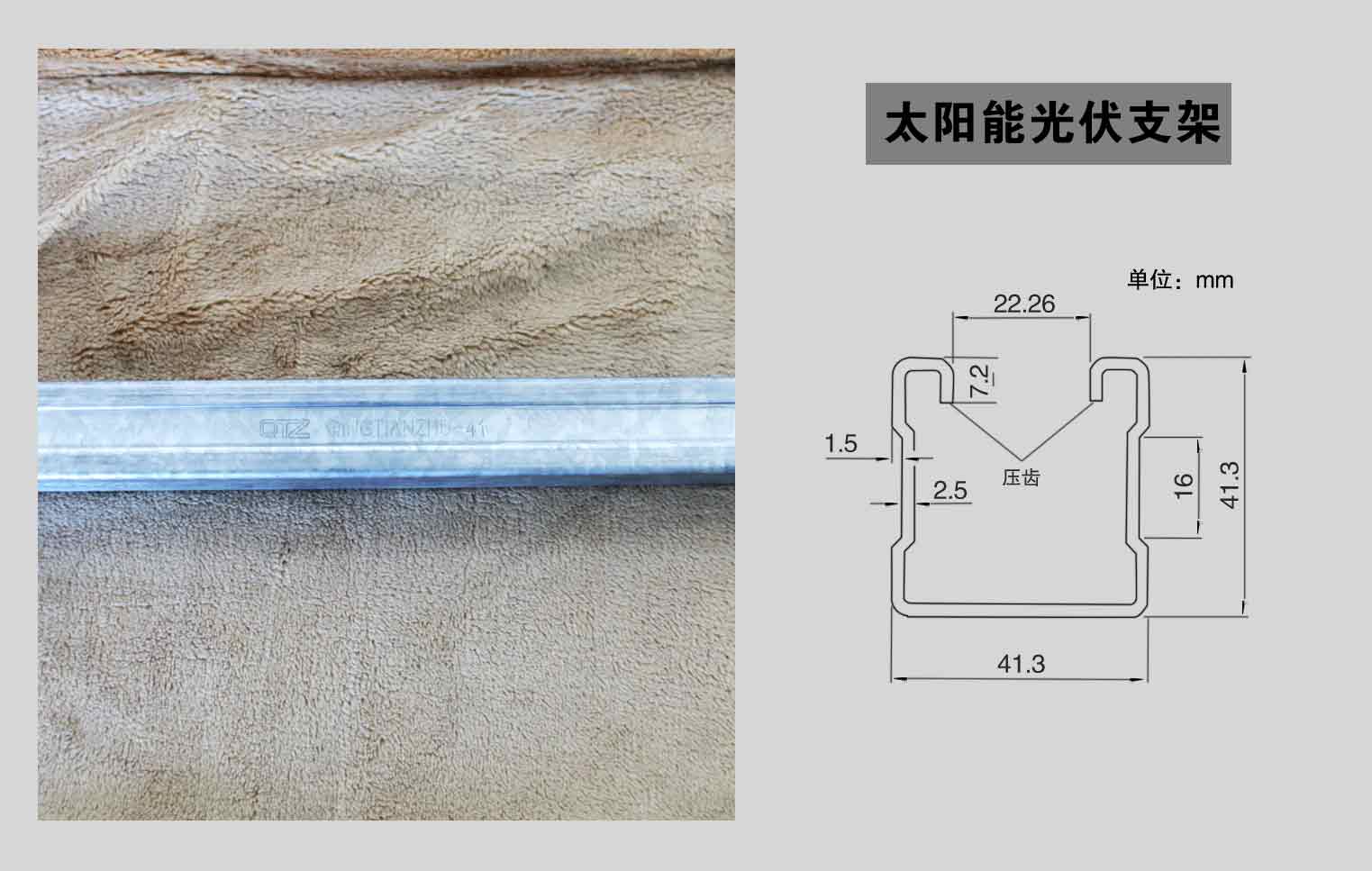
ჩვეულებრივ პირობებში (C1-C4 კატეგორიის გარემო), 80 μm გალვანიზებული სისქის მქონე ფოლადი 20 წელზე მეტი ხნის განმავლობაში გამოიყენება, თუმცა მაღალი ტენიანობის მქონე სამრეწველო ადგილებში ან მაღალი მარილიანობის მქონე სანაპიროზე ან თუნდაც ზომიერ ზღვის წყალში კოროზიის სიჩქარე დაჩქარებულია, გალვანიზაციის რაოდენობა 100 μm-ზე მეტი უნდა იყოს და ყოველწლიურად რეგულარული მოვლა-პატრონობაა საჭირო.



სხვა ასპექტების შედარება
1) გარეგნობა: ალუმინის შენადნობის პროფილებს აქვთ ზედაპირული დამუშავების მრავალი სახეობა, როგორიცაა ანოდური დაჟანგვა, ქიმიური გაპრიალება, ფტორნახშირბადის შესხურება, ელექტროფორეზული შეღებვა. გარეგნობა ლამაზია და შეუძლია ადაპტირება გარემოს სხვადასხვა ძლიერ კოროზიულ ეფექტთან.
ფოლადი, როგორც წესი, ცხლად არის გალვანიზებული, იწოვება ზედაპირულად, იფარება საღებავით და ა.შ.
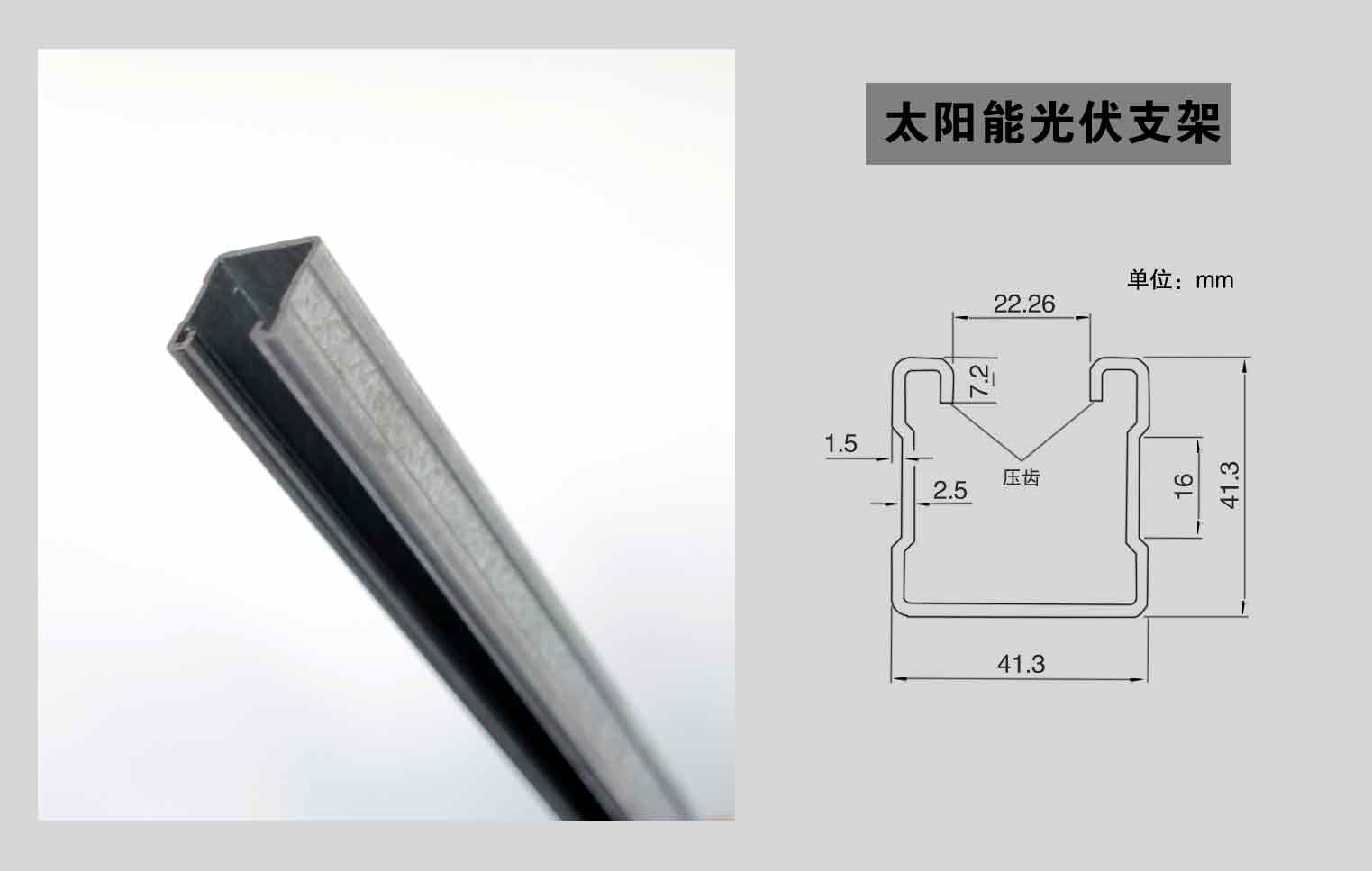
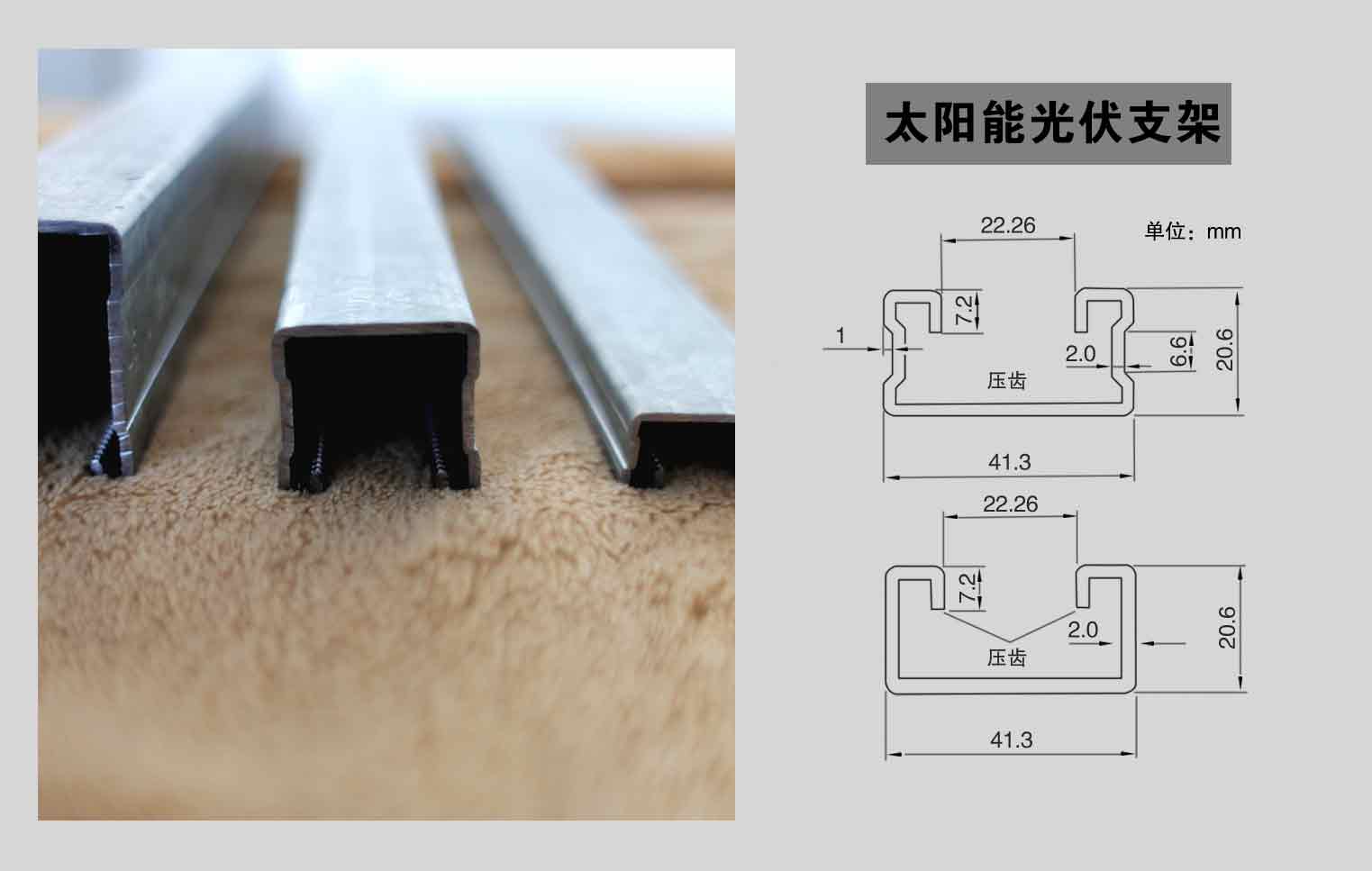
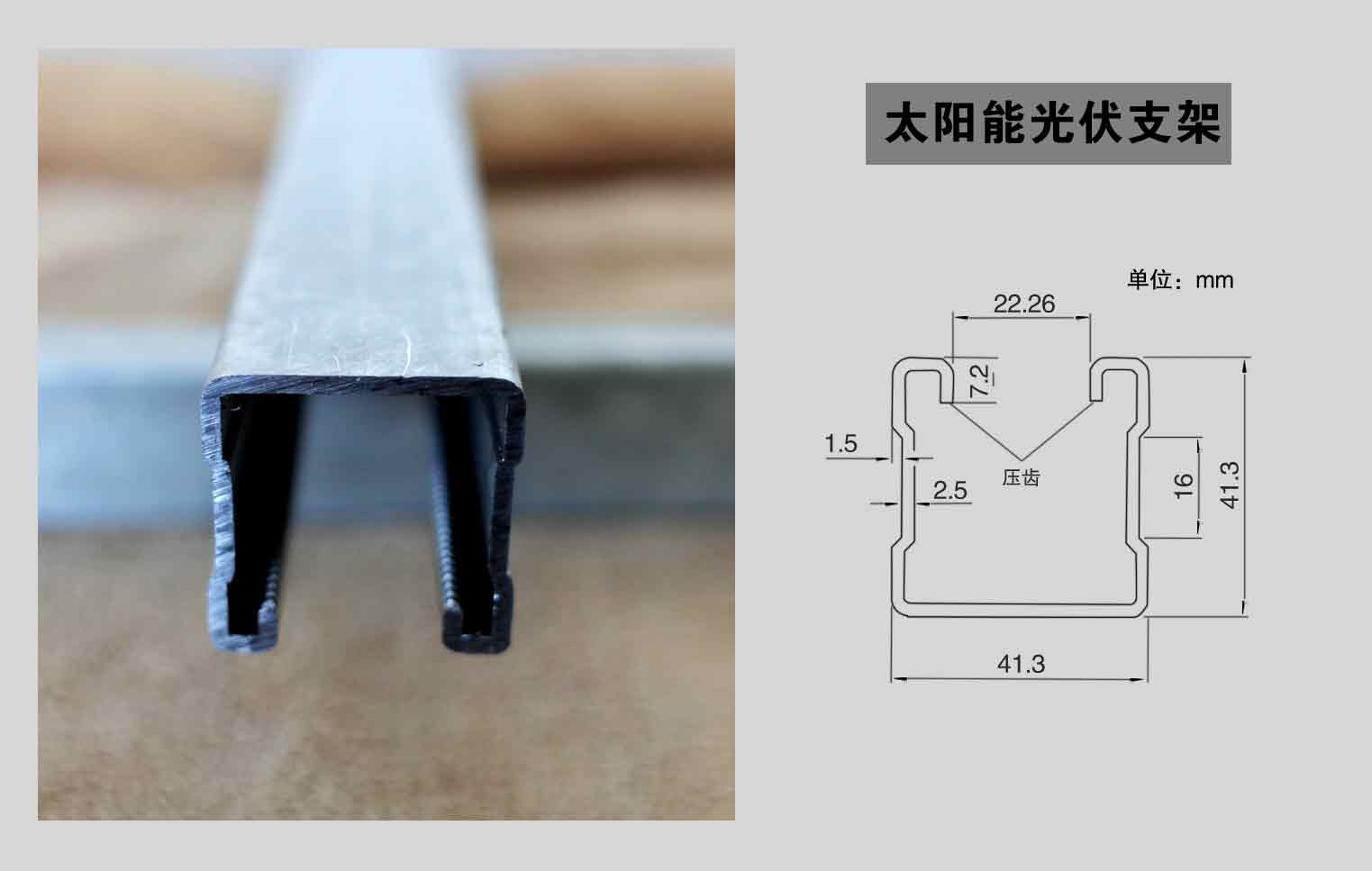
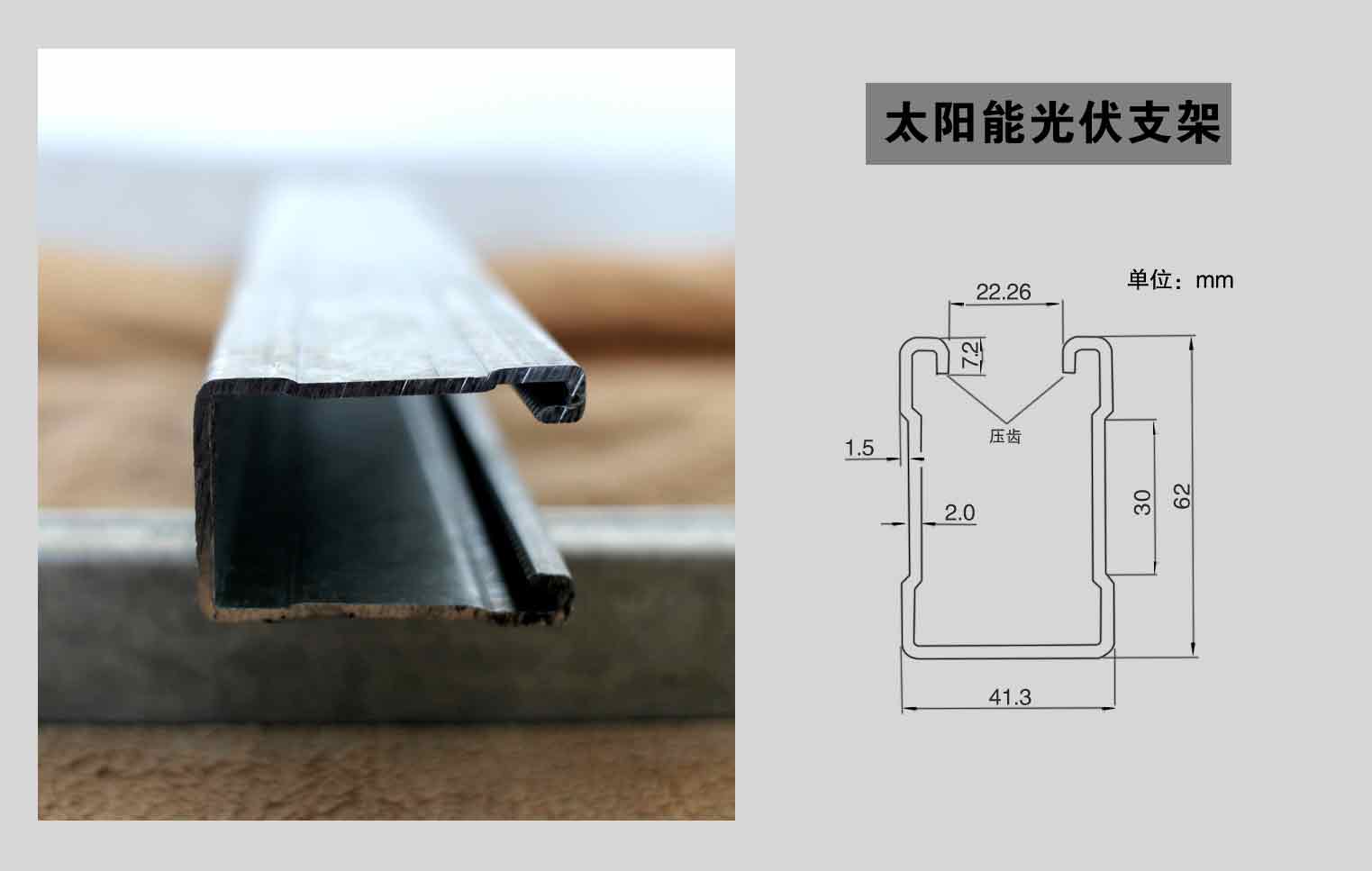
(2) განივი კვეთის მრავალფეროვნება: ალუმინის შენადნობის პროფილები ძირითადად მუშავდება ექსტრუზიის, ჩამოსხმის, მოხრის, შტამპვის და სხვა მეთოდებით. ექსტრუზიის წარმოება ამჟამად წარმოების ძირითად რეჟიმს წარმოადგენს, ექსტრუზიის შტამპის გახსნის გზით შესაძლებელია ნებისმიერი თვითნებური განივი კვეთის პროფილის წარმოება, ხოლო წარმოების სიჩქარე შედარებით მაღალია.
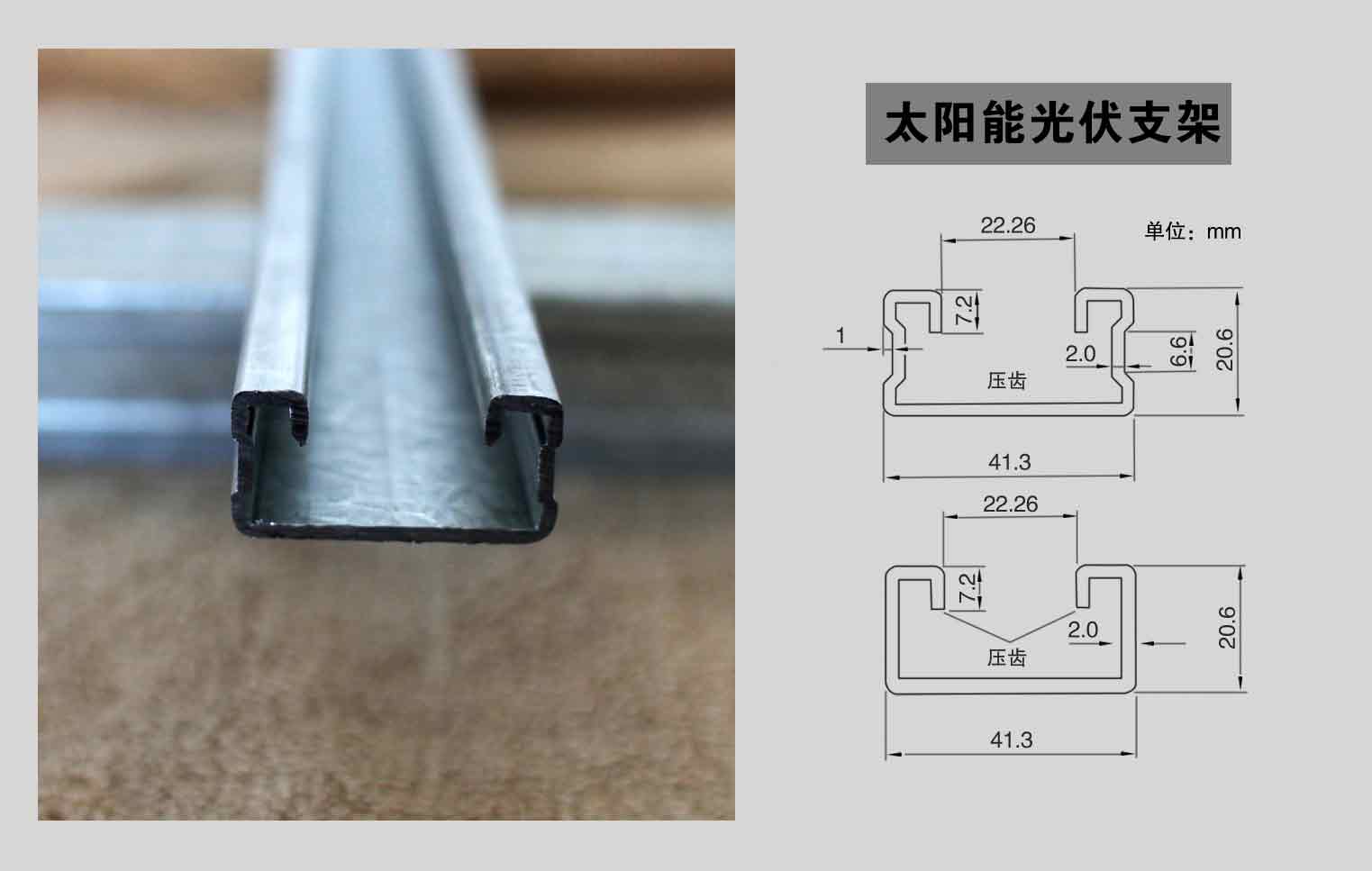
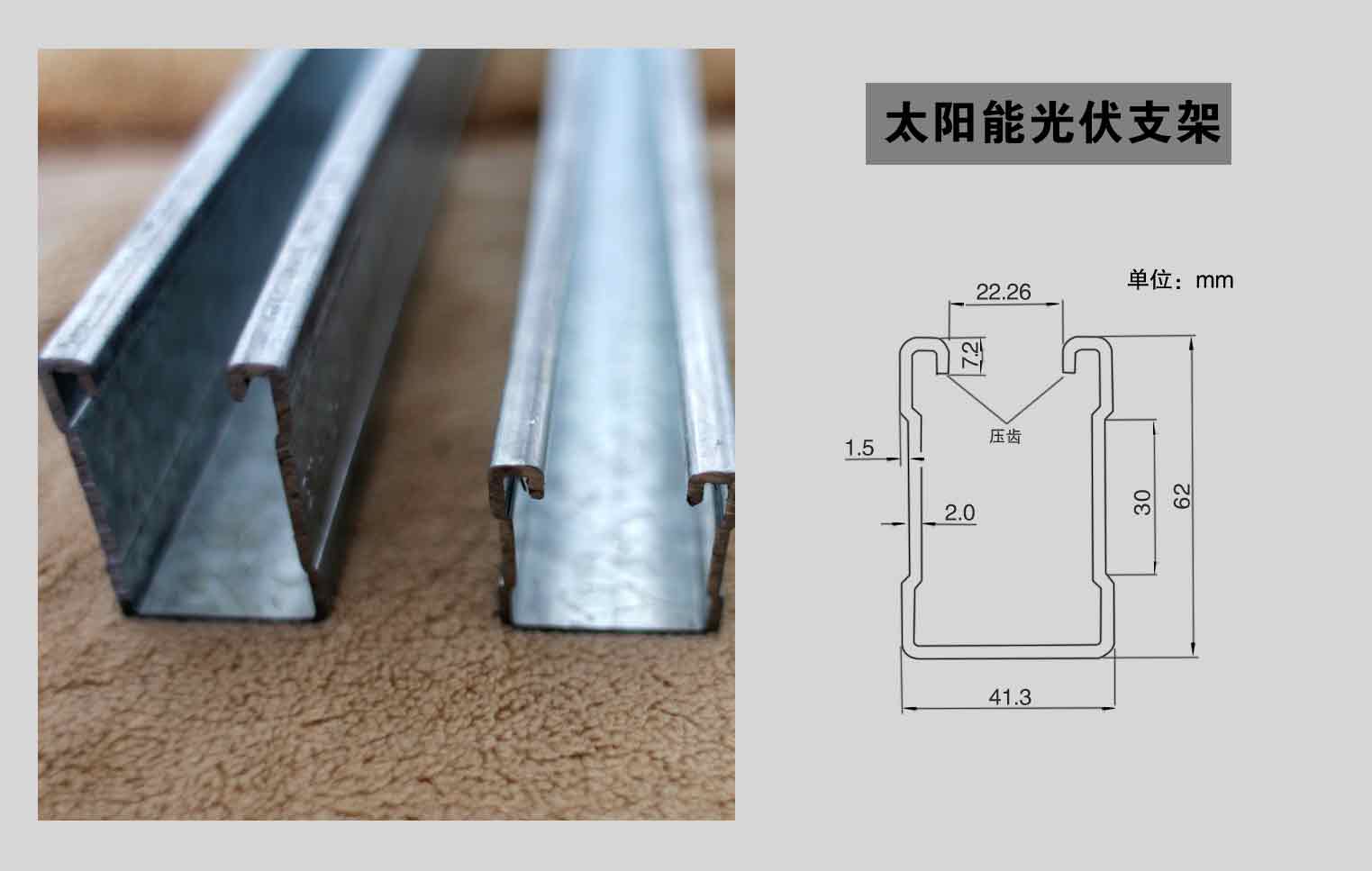
ფოლადი, როგორც წესი, გამოიყენება ლილვაკებით დაწნეხვის, ჩამოსხმის, მოხრის, შტამპვისა და სხვა მეთოდების შესასრულებლად. ლილვაკებით დაწნეხვა ამჟამად ცივი ფორმირების ფოლადის წარმოების ძირითადი მეთოდია. განივი კვეთის რეგულირება საჭიროა ლილვაკებიანი წნევის ბორბლების ნაკრების მეშვეობით, მაგრამ ზოგადი მანქანა მსგავსი პროდუქციის წარმოებას მხოლოდ სტერეოტიპების, ზომის რეგულირებისა და განივი კვეთის ფორმის შეცვლის შეუძლებლობის შემდეგ შეძლებს, მაგალითად,C სხივი, Z-სხივი და სხვა განივი კვეთი. ლილვაკებით დაპრესილი წარმოების მეთოდი უფრო ფიქსირებულია, წარმოების სიჩქარე კი უფრო სწრაფი.
ყოვლისმომცველი შესრულების შედარება
(1) ალუმინის შენადნობის პროფილები მსუბუქი ხარისხისაა, ლამაზი გარეგნობით, შესანიშნავი კოროზიისადმი მდგრადია, ზოგადად გამოიყენება სახურავის ელექტროსადგურებში, რომლებიც საჭიროებენ დატვირთვის შემცველ, ძლიერ კოროზიულ გარემოს, როგორიცაა ქიმიური ქარხნის ელექტროსადგური და ა.შ. ალუმინის შენადნობის სამაგრში გამოყენება უკეთეს შედეგებს იძლევა.
(2) ფოლადის მაღალი სიმტკიცე, მცირე გადახრა და დეფორმაცია დატვირთვის ტარებისას, ზოგადად გამოიყენება ელექტროსადგურის ჩვეულებრივ გარემოებებში ან გამოიყენება შედარებით დიდი ძალის კომპონენტებისთვის. გარდა ამისა,გალვანიზებული C არხიშეიძლება გამოყენებულ იქნას ვედროების, დამტვირთავების, თვითმცლელი მანქანების, სამტვრეველების, ფხვნილის შემრჩევების დასამზადებლად.გალვანიზებული არხიუძლებს ნებისმიერი სახის ცვეთას, რომელიც გამოწვეულია სხვადასხვა სახის ქვებით, ქვიშითა და ხრეშით. შესანიშნავი შედუღების მახასიათებლებით, დარტყმისადმი გამძლეობითა და მოხრის მახასიათებლებით, შესაფერისია ძლიერ აბრაზიულ გარემოში სამუშაოდ, როგორიცაა მაღალი სიმტკიცის მადნები და კოროზიული მასალები.
(3) ღირებულება: ზოგადად, ქარის ძირითადი წნევაა 0.6 კნ/მ2, სიგრძე 2 მეტრზე ნაკლებია, ხოლო ალუმინის შენადნობის სტენტის ღირებულება ფოლადის კონსტრუქციის სტენტისთვის 1.3-1.5-ჯერ მეტია. (მაგალითად, ფერადი ფოლადის სახურავი) ალუმინის შენადნობის სამაგრისა და ფოლადის კონსტრუქციის სამაგრის ღირებულებას შორის სხვაობა შედარებით მცირეა, წონის თვალსაზრისით კი ალუმინის შენადნობი გაცილებით მსუბუქია, ვიდრე ფოლადის სამაგრი, ამიტომ ის ძალიან შესაფერისია სახურავის ელექტროსადგურისთვის.
გამოქვეყნების დრო: 2025 წლის 19 თებერვალი




