

Jelenleg a fotovoltaikus konzol acél fő korróziógátló módszere 55-80 μm vastagságú tűzihorganyzás, 5-10 μm vastagságú anódos oxidációval készült alumíniumötvözet.
Az alumíniumötvözet légköri környezetben, a passzivációs zónában, felületén sűrű oxidfilm réteget képez, ami megakadályozza az aktív alumínium mátrix felületének érintkezését a környező légkörrel, így nagyon jó korrózióállósággal rendelkezik, és a korróziós sebesség az idő múlásával csökken.
Normál körülmények között (C1-C4 kategóriájú környezetben) a 80 μm horganyzott acél több mint 20 éves használatot biztosít, de magas páratartalmú ipari területeken, magas sótartalmú tengerparton vagy akár mérsékelt tengervízben a korróziós sebesség felgyorsul, a horganyzott bevonat mennyiségének több mint 100 μm-nek kell lennie, és rendszeres, éves karbantartást igényel.



Más szempontok összehasonlítása
1) Megjelenés: Az alumíniumötvözet profilok számos felületkezelési eljárással készülnek, például anódos oxidációval, kémiai polírozással, fluorkarbon porlasztással és elektroforetikus festéssel. A megjelenésük gyönyörű, és ellenállnak a környezet erős korrozív hatásainak.
Az acélt általában tűzihorganyzással, felületszórással, festékbevonattal és így tovább alkalmazzák.
(2) keresztmetszeti sokféleség: az alumíniumötvözet profilokat általában extrudálással, öntéssel, hajlítással, sajtolással és egyéb módszerekkel dolgozzák fel. Az extrudálás jelenleg a legelterjedtebb gyártási mód, az extrudáló szerszám megnyitásán keresztül bármilyen tetszőleges keresztmetszetű profil előállítható, és a gyártási sebesség viszonylag gyors.
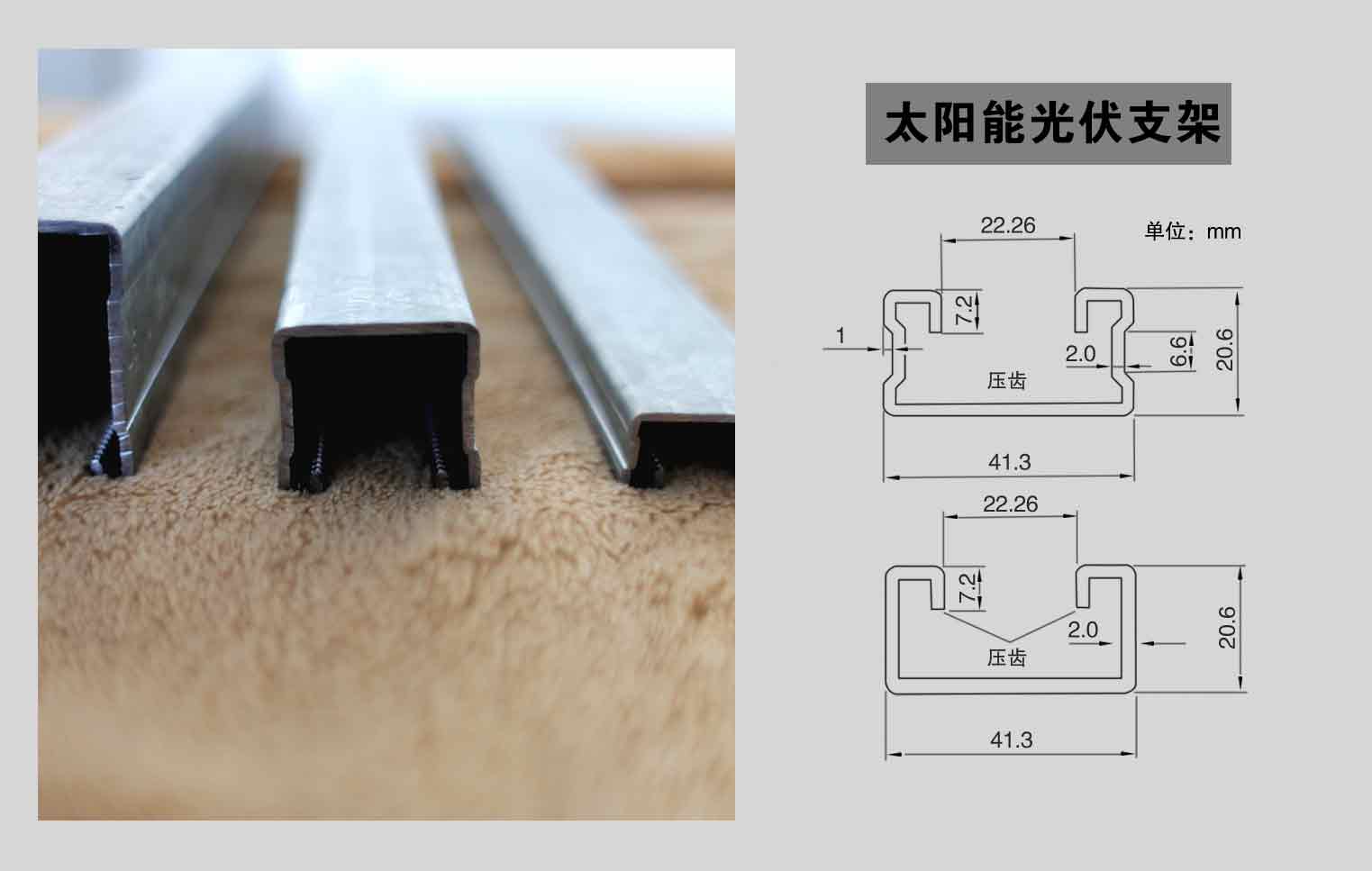
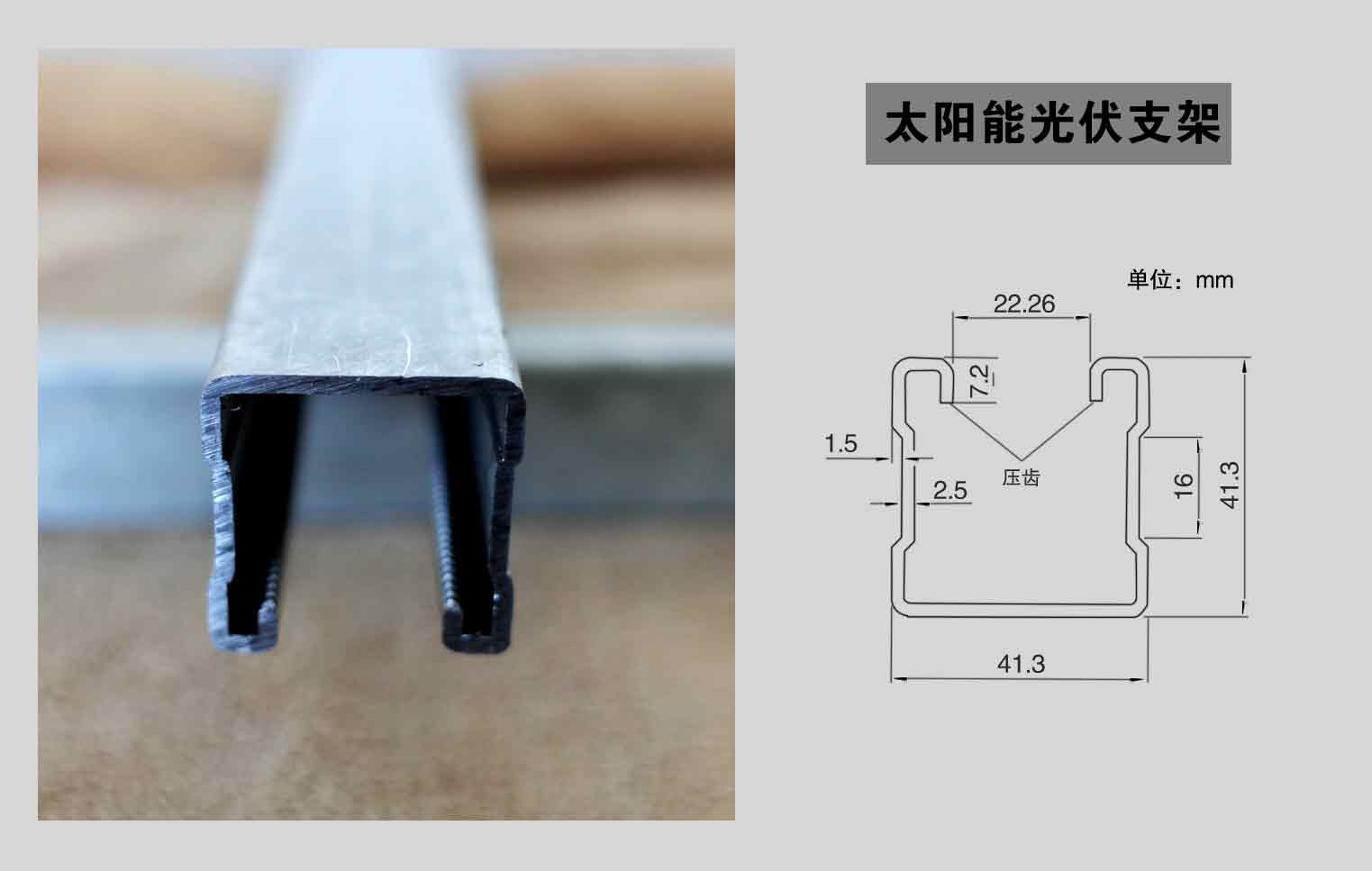
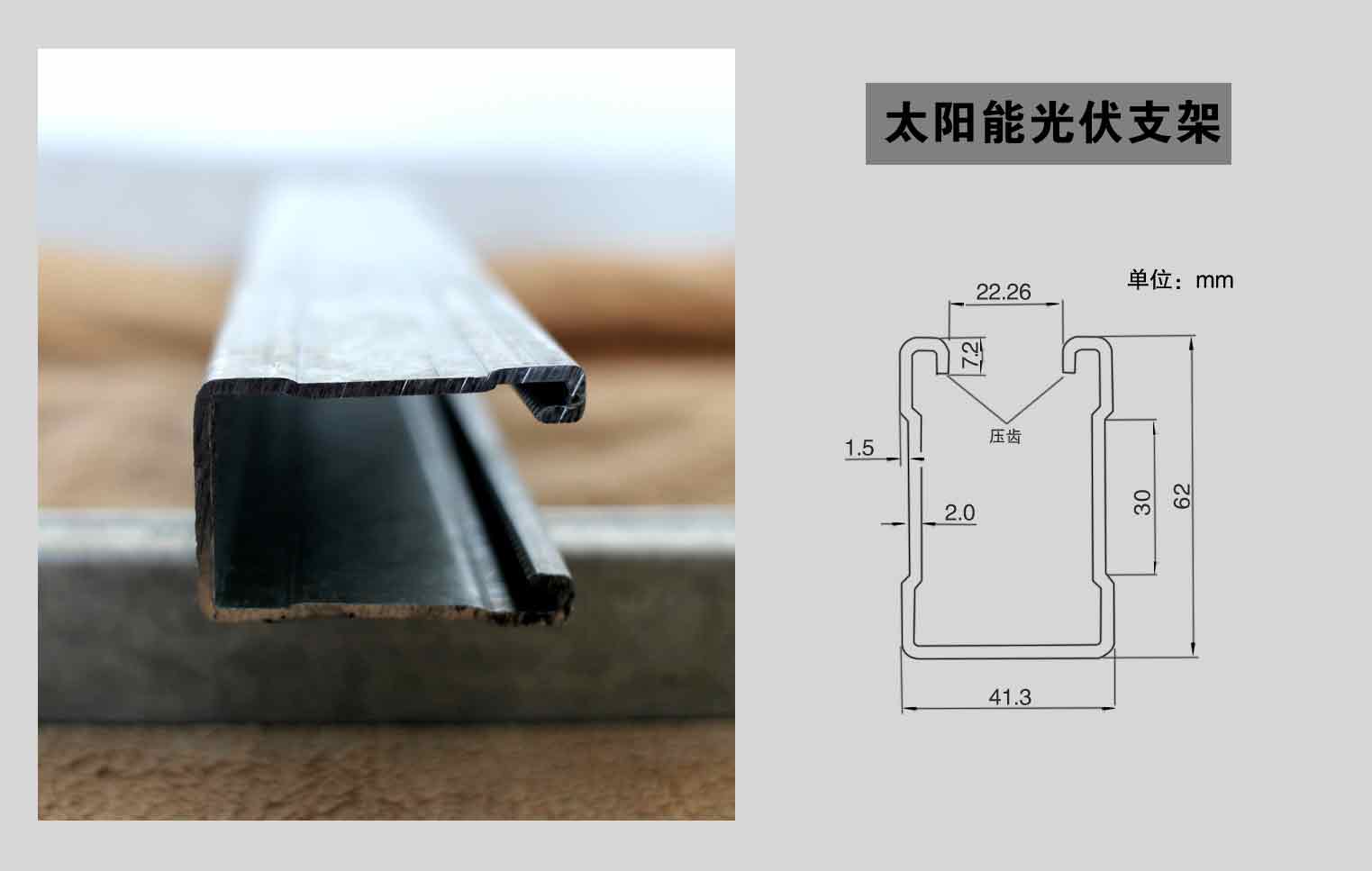
Az acélt általában hengerléses préseléshez, öntéshez, hajlításhoz, sajtoláshoz és egyéb módszerekhez használják. A hengerléses préselés jelenleg a hidegen formázott acélgyártás fő termelési módja. A keresztmetszetet a hengernyomó kerékkészlettel kell beállítani, de az általános gép csak a sztereotípiák és a méretbeállítás után képes hasonló termékeket előállítani, és a keresztmetszet alakja nem változtatható meg, példáulC-gerenda, Z-gerenda és egyéb keresztmetszetű. A hengerpréseléses gyártási módszer fixebb, a gyártási sebesség gyorsabb.
Átfogó teljesítmény-összehasonlítás
(1) Az alumíniumötvözet profilok könnyűek, szép megjelenésűek, kiváló korrózióállósággal rendelkeznek, általában teherhordó, erős korrozív környezetet igénylő tetőerőművekben használják, például vegyi üzemi erőművekben stb. Az alumíniumötvözet konzolként jobb eredményeket hoz.
(2) Az acél nagy szilárdságú, kis alakváltozású és deformálódó terhelés viselésekor, általában az erőművek szokásos körülményei között használják, vagy a viszonylag nagy erőkomponensekhez használják. Ezenkívül,horganyzott C-profilvödrök, rakodógépek, dömperek, zúzók, porválogatók gyártásához használható,Horganyzott csatornaEllenállnak a különféle kőzetek, homok és kavics okozta kopásnak és szakadásnak. Kiváló hegesztési teljesítménnyel, ütésállósággal és hajlítási teljesítménnyel alkalmasak erősen abrazív környezetben, például nagy szilárdságú ércek és korrozív anyagok megmunkálására.
(3) Költség: Általánosságban elmondható, hogy az alapvető szélnyomás 0,6 kN/m2, a fesztávolság 2 m alatt van, és az alumíniumötvözetből készült stent költsége 1,3-1,5-szerese az acélszerkezetű stent költségének. (Például színes acéltető) Az alumíniumötvözetből készült konzol és az acélszerkezetű konzol költségkülönbsége viszonylag kicsi, és súly tekintetében az alumíniumötvözet sokkal könnyebb, mint az acélkonzol, így nagyon alkalmas tetőerőműhöz.
Közzététel ideje: 2025. február 19.




