

پولات تۇرۇبا ئىشلەپچىقىرىشقا سوقۇش، ئۈزۈكسىز پىششىقلاپ ئىشلەش ۋە كەپشەرلەش قاتارلىق جەريانلار كىرىدۇ. تۇرۇبا ئىشلەپچىقىرىشتا دېگۈدەك بارلىق تىپتىكى مېتال ماتېرىياللار ئىشلىتىلىدۇ، چۆيۈندىن تارتىپ ئىنتايىن ئىسسىققا چىداملىق قېتىشما پولاتلارغىچە. كۆپ باسقۇچلۇق ئىشلەپچىقىرىش جەريانى سەۋەبىدىن، تەييار تۇرۇبا ئىشەنچلىكلىكىنى تەكشۈرۈش ئۈچۈن ھەر خىل مېخانىكىلىق خۇسۇسىيەت سىناقلىرىدىن ئۆتۈشى كېرەك. ياسسىلاش سىنىقى پولات تۇرۇبىلارنىڭ ستاتىك يۈك ئاستىدا سىقىلىش ئىقتىدارىنى باھالاش، ئۇلارنىڭ چىدامچانلىقى ۋە بېسىمغا قارشى تۇرۇش كۈچىنى بېكىتىش ئۈچۈن ئىشلىتىلىدۇ.
ياسسىلاش سىنىقى پولات تۇرۇبىنى بەلگىلەنگەن چوڭلۇقتا سىقىش ۋە نۇقسانلارنى ئۈنۈملۈك بايقاش ئۈچۈن ئۈسكۈنىلەرنى ئىشلىتىدىغان سىناق ئۇسۇلى. سىناق جەريانىدا، ئۈلگە ئىككى پاراللېل تاختاينىڭ ئارىسىغا قويۇلىدۇ، بېسىم ئىشلىتىش ئۈچۈن بېسىش ماشىنىسى ياكى باشقا ماس كېلىدىغان ئۈسكۈنىلەر ئىشلىتىلىدۇ. ئاندىن ئۈلگە ئېگىلىش، شەكىل ئۆزگەرتىش، يېرىلىش ياكى كەپشەرلەش يېرىلىش-يېرىلمىغانلىقى تەكشۈرۈلىدۇ. ئەگەر بۇ نۇقسانلارنىڭ ھېچقايسىسى كۆرۈلمىسە، ئۈلگە لاياقەتلىك دەپ قارىلىدۇ.
1. پايدىلىنىش ئۆلچىمى
GB / T 246—2017 / ISO 8492: 2013
2. سىناقنىڭ پرىنسىپى
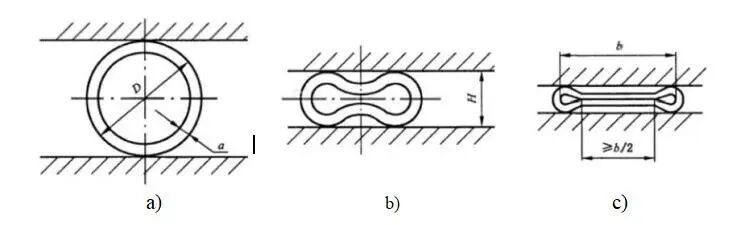
مېتال تۇرۇبىدىن ئۇزۇنلۇق ئوقىغا تىك كېسىلگەن بەلگىلەنگەن ئۇزۇنلۇقتىكى سىناق ئەۋرىشكىسى ياكى تۇرۇبىنىڭ ئاخىرقى ئەۋرىشكىسى، ئىككى پاراللېل تاختا ئارىسىدىكى ئارىلىق ئالاقىدار مەھسۇلات ئۆلچىمىدە بەلگىلەنگەن قىممەتكە يەتكۈچە تۈزلەش كۈچىگە ئۇچرايدۇ (1a ۋە 1b-رەسىملەرگە قاراڭ).
يېپىق تۈزلەشتە، نورمال تۈزلەشتىن كېيىنكى ئۈلگىنىڭ ئىچكى يۈزىدىكى تېگىش رايونىنىڭ كەڭلىكى ئۈلگىنىڭ b ئىچكى كەڭلىكىنىڭ كەم دېگەندە يېرىمىغا تەڭ بولۇشى كېرەك.
سىناق قىلىش توغرىسىدىكى ئىزاھاتلار
ئەمەلىيەتتە ھەر خىل سىناق ئۇسۇللىرى بار. كەپشەرلەنگەن تۇرۇبا ئۈچۈن، كەپشەرلەش رايونىنىڭ خۇسۇسىيەتلىرىمۇ تەكشۈرۈلۈشى كېرەك. بۇلار سىناق جەريانىدا دىققەت قىلىشقا تېگىشلىك مۇھىم نۇقتىلار بولۇپ، شۇنىڭغا ئاساسەن توغرا سىناق ئۇسۇلى تاللىنىشى كېرەك.
ئېلان قىلىنغان ۋاقىت: 2026-يىلى 2-ئاينىڭ 21-كۈنى




