

TruoŜtala tuboestas prilabora metodo, kiu uzas mekanikan ekipaĵon por trui truon de certa grandeco en la centro de ŝtala tubo por plenumi diversajn industriajn bezonojn.
Klasifiko kaj procezo de ŝtaltuba truado
Klasifiko: Laŭ diversaj faktoroj kiel la diametro de la truo, la nombro de truoj, la loko de la truoj, ktp., ŝtaltuba truoprilaborado povas esti dividita en unu-truan truon, plurtruan truon, rondtruan truon, kvadrattruan truon, diagonaltruan truon, kaj tiel plu, ekzistas multaj malsamaj tipoj.
Procezfluo: La ĉefa procezfluo de ŝtaltuba borado inkluzivas ekipaĵan komisiadon, elekton de la taŭga borilo aŭ muldilo, agordon de la prilaboraj parametroj, fiksadon de la ŝtaltubo kaj efektivigon de la boroperacio.
Materiala taŭgeco kaj aplika kampo de ŝtaltuba truado
Materiala aplikebleco: ŝtaltuba truoprilaborado aplikeblas al ŝtaltuboj el diversaj materialoj, kiel ekzemple karbonŝtalo, rustorezista ŝtalo, kuprotubo, aluminiotubo, ktp.
Aplikaj areoj: ŝtaltuba truoprilaborado havas vastan gamon da aplikoj en konstruado, aviado, aŭtomobila, maŝinara fabrikado kaj aliaj kampoj, kiel ekzemple komponenta konekto, ventolado kaj ellasilo, penetrado de oleolinioj kaj tiel plu.

Teknologio por prilaborado de truoj de ŝtalaj tuboj
(1) Segilklinga truado: taŭga por trui malgrandajn truojn, kies avantaĝo estas rapida rapideco kaj malalta kosto, kies malavantaĝo estas, ke la truoprecizeco ne estas alta.
(2) Malvarma stampado: aplikebla al truoj de diversaj grandecoj, kies avantaĝoj estas alta precizeco de truoj, truaj randoj estas glataj, la malavantaĝo estas alta prezo de la ekipaĵo, kaj necesas longa tempo por ŝanĝi la muldilon.
(3) Lasera truado: taŭga por altprecizaj kaj altkvalitaj truoj, ĝia avantaĝo estas la alta precizeco de la truoj, la rando de la truo estas glata, la malavantaĝo estas la multekosta ekipaĵo kaj la alta bontenado.
Ŝtaltuba truada prilabora ekipaĵo
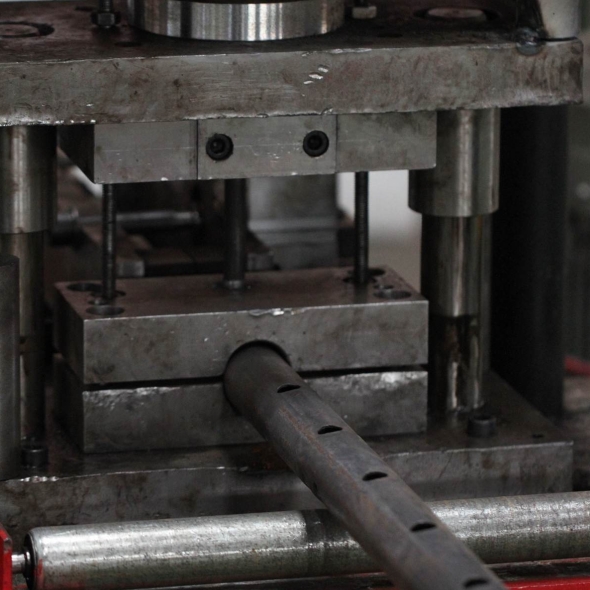
(1) Trumaŝino: Trumaŝino estas speco de profesia ekipaĵo por prilabori ŝtalajn tubojn, taŭga por prilaborado de altkvantaj, alt-efikaj kaj alt-precizaj ŝtalaj tuboj.
(2) Bormaŝino: Bormaŝino estas speco de komuna ekipaĵo por prilabori ŝtalajn tubojn per truoj, taŭga por prilaborado de malgrandaj kvantoj kaj malaltprecizeco de ŝtalaj tuboj per truoj.
(3) Lasera bormaŝino: lasera bormaŝino estas speco de altpreciza, altkvalita ŝtaltuba borada prilabora ekipaĵo, taŭga por altkvalita ŝtaltuba borada prilabora kampo.

Ĉiuj supre menciitaj ekipaĵoj haveblas kaj aŭtomate kaj mane. Laŭ malsamaj prilaboraj bezonoj kaj ekipaĵkostoj, vi povas elekti la ĝustan ekipaĵon por plenumi la truadajn prilaborajn taskojn de ŝtaltuboj.
(1) Kontrolo de dimensia precizeco: La dimensia precizeco de truado de ŝtaltuboj rekte influas ĝian postan aplikon. En la prilabora procezo, la diametro, murdikeco, truodiametro kaj aliaj dimensioj de la ŝtaltubo devas esti precize kontrolitaj por certigi, ke ĝi plenumas la dimensia precizecnormojn postulitajn de klientoj.
(2) Kontrolo de la surfaca kvalito: la surfaca kvalito de ŝtaltubaj truoj havas gravan efikon sur la aplikon kaj estetikon de ŝtaltuboj. Dum la prilaborado, ni bezonas kontroli la kvaliton de la surfaco de la ŝtaltubo rilate al glateco, sen lapoj, sen fendetoj, ktp.
(3) Kontrolo de la precizeco de la truopozicio: la precizeco de la truopozicio dum borado de ŝtaltuboj rekte influas ĝian postan aplikon. En la prilabora procezo, necesas kontroli la precizecon de la truodistanco, truodiametro, truopozicio kaj aliaj aspektoj de la borado de ŝtaltuboj.
(4) Kontrolo de prilabora efikeco: prilaborado de ŝtaltubaj truoj devas konsideri la problemon de prilabora efikeco. Sub la premiso de kontrolado de la kvalito, necesas optimumigi la prilaborajn parametrojn kaj plibonigi la prilaboran efikecon por plenumi la postulojn de klientoj.
(5) Detekto kaj testado: La dimensia precizeco, surfaca kvalito, truoprecizeco, ktp. de la ŝtala tubo devas esti detektitaj kaj testitaj dum la prilaborado por certigi, ke ĝi plenumas la postulojn kaj normojn de la kliento. Ofte uzataj detektrimedoj inkluzivas tri-koordinatan mezuradon, optikan mezuradon, ultrasonan difektodetekton, magnetpartiklan difektodetekton kaj tiel plu.
Afiŝtempo: 30-a de januaro 2024




