

1. Увођење бешавних челичних цеви
Бешавна челична цев је врста кружног, квадратног, правоугаоног челика са шупљим пресеком и без спојева око њега. Бешавна челична цев је направљена од челичног ингота или пуног цеви перфорираног у вунасту цев, а затим се израђује врућим ваљањем, хладним ваљањем или хладним цртањем. Бешавна челична цев има шупљи пресеци, велики број коришћених за транспорт флуида у цевоводима, челичним цевима и округлим челицима и другим чврстим челицима, истовремено има чврстоћу на савијање и торзију, лагану тежину, што је врста економског пресека челика, широко се користи у производњи структурних делова и машинских делова, као што су челичне скеле за бушење нафте.
2. Историја развоја бешавних челичних цеви
Производња бешавних челичних цеви има историју дугу скоро 100 година. Немачка браћа Манисман су први изумели машину за двоструко косо бушење 1885. године, а изум машине за периодично ваљање цеви 1891. године. Године 1903, швајцарски Р.Ц. Штифел је изумео аутоматску машину за ваљање цеви (познату и као машина за горње ваљање цеви), а касније су се појавиле машине за континуирано ваљање цеви, машине за потискивање цеви и друге машине за продужавање, чиме је почело формирање модерне индустрије бешавних челичних цеви. Тридесетих година прошлог века, квалитет различитих челичних цеви је побољшан усвајањем машина за троструко ваљање цеви, машина за екструдирање и машина за периодично хладно ваљање цеви. Шездесетих година прошлог века, захваљујући побољшању машина за континуирано ваљање цеви, појава троваљних перфоратора, посебно примена машина за смањење напона и континуирано ливење гредица, побољшала је ефикасност производње и повећала конкурентност бешавних и заварених цеви. Седамдесетих година прошлог века, бешавне и заварене цеви су биле у истој конкуренцији, а светска производња челичних цеви је расла по стопи од преко 5% годишње. Од 1953. године, Кина је придала велики значај развоју индустрије бешавних челичних цеви и у почетку је формирала производни систем за ваљање разних великих, средњих и малих цеви. Бакарне цеви се такође често користе за унакрсно ваљање ингота - перфорацију, ваљање у ваљцима за цеви и цртање калемова.
3. Употреба и класификација бешавних челичних цеви
Употреба:
Бешавна челична цев је врста економског челика попречног пресека, има веома важну улогу у националној економији, широко се користи у нафтној, хемијској индустрији, котловима, електранама, бродовима, производњи машина, аутомобилској, авијској, ваздухопловној, енергетској, геолошкој, грађевинској и војној индустрији и другим секторима.
Класификација:
(1) Према облику пресека, подељена је на цев кружног пресека и цев специјалног пресека.
(2) Према материјалу: цев од угљеничног челика, цев од легираног челика, цев од нерђајућег челика, композитна цев
(3) Према начину повезивања: навојна спојна цев, заварена цев
(4) Према начину производње: топло ваљане (екструзија, врх, експанзија) цеви, хладно ваљане (цртање) цеви
(5) по употреби: цев за котлове, цев за нафтне бушотине, цев за цевовод, цев за конструкцију, цев за хемијско ђубриво……
4, процес производње бешавних челичних цеви
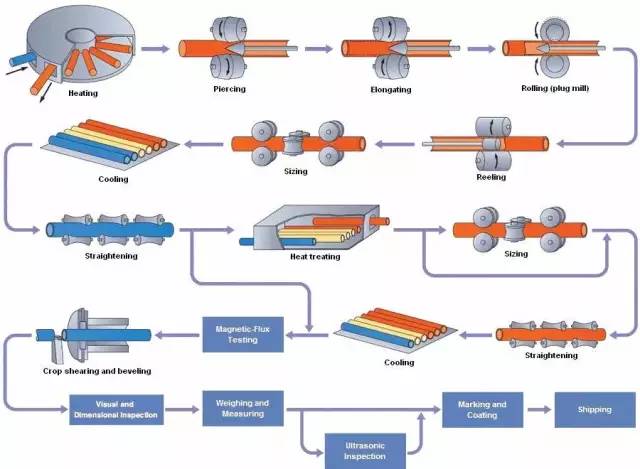
① Главни производни процес (главни процес инспекције) топло ваљаних бешавних челичних цеви:
Припрема и инспекција цеви → загревање цеви → перфорација → ваљање цеви → поновно загревање цеви у отпаду → фиксирање (смањење) пречника → термичка обрада → исправљање готове цеви → завршна обрада → инспекција (недеструктивна, физичка и хемијска, инспекција на столу) → складиштење
② Главни производни процес хладно ваљаних (цртајућих) бешавних челичних цеви
Припрема бланка → подмазивање кисељењем → хладно ваљање (цртање) → термичка обрада → исправљање → завршна обрада → инспекција.
5. Дијаграм тока производног процеса топло ваљаних бешавних челичних цеви је следећи:
Време објаве: 13. март 2023.




