

Die vervaardiging van staalbuise sluit prosesse soos smee, naatlose verwerking en sweiswerk in. Byna alle soorte metaalmateriale kan vir buisproduksie gebruik word, van gietyster tot superhittebestande legeringsstaal. As gevolg van die veelstap-vervaardigingsproses, moet afgewerkte buise verskeie meganiese eienskapstoetse ondergaan om betroubaarheid te verifieer. Die platmaaktoets word gebruik om die drukprestasie van staalbuise onder statiese belasting te evalueer, om sodoende hul sterkte en drukweerstand te bepaal.
Die platmaaktoets is 'n toetsmetode wat toerusting gebruik om 'n staalbuis tot 'n gespesifiseerde grootte saam te pers en defekte effektief op te spoor. In die toets word die monster tussen twee parallelle plate geplaas, en 'n pers of ander geskikte toerusting word gebruik om druk toe te pas. Die monster word dan geïnspekteer vir buiging, vervorming, krake of sweiskrake. Indien geeneen van hierdie defekte verskyn nie, word die monster as gekwalifiseerd beskou.
1. Verwysingsstandaard
GB/T 246—2017 / ISO 8492:2013
2. Beginsel van die Toets
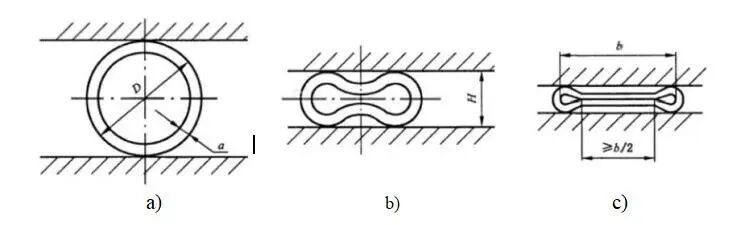
'n Toetsmonster van gespesifiseerde lengte, gesny uit die metaalbuis loodreg op sy lengte-as, of 'n eindmonster van die buis, word onderwerp aan 'n platdrukkrag (sien Figure 1a en 1b) totdat die afstand tussen die twee parallelle plate die waarde bereik wat in die betrokke produkstandaard gespesifiseer word.
In die geval van geslote platmaak, moet die breedte van die kontakarea op die binneste oppervlak van die monster ten minste die helfte van die binneste breedte b van die monster na normale platmaak wees.
Notas oor toetsing
Verskeie toetsmetodes is in die praktyk beskikbaar. Vir gesweisde buise moet die eienskappe van die sweisone ook ondersoek word. Dit is belangrike punte om tydens toetsing in ag te neem, en die korrekte toetsmetode moet dienooreenkomstig gekies word.
Plasingstyd: 21 Februarie 2026




