

Производството на челични цевки вклучува процеси како што се ковање, бесшевна обработка и заварување. Речиси сите видови метални материјали можат да се користат за производство на цевки, од леано железо до супер термоотпорни легирани челици. Поради повеќестепениот процес на производство, завршените цевки мора да поминат низ разни тестови за механички својства за да се потврди сигурноста. Тестот за сплескање се користи за да се процени компресивната изведба на челичните цевки под статичко оптоварување, со цел да се утврди нивната цврстина и отпорност на притисок.
Тестот за израмнување е метод на тестирање што користи опрема за компресирање на челична цевка до одредена големина и ефикасно откривање на дефекти. Во тестот, примерокот се поставува помеѓу две паралелни плочи, а преса или друга соодветна опрема се користи за примена на притисок. Потоа примерокот се проверува за свиткување, деформација, пукнатини или пукање при заварување. Ако не се појави ниту еден од овие дефекти, примерокот се смета за квалификуван.
1. Референтен стандард
GB/T 246—2017 / ISO 8492:2013
2. Принцип на тестот
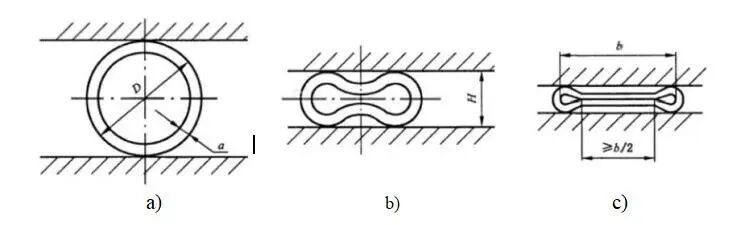
Тест примерок со одредена должина, исечен од металната цевка нормално на нејзината надолжна оска, или краен примерок од цевката, е подложен на сила на израмнување (видете ги сликите 1а и 1б) сè додека растојанието помеѓу двете паралелни плочи не ја достигне вредноста наведена во релевантниот стандард за производ.
Во случај на затворено израмнување, ширината на контактната површина на внатрешната површина на примерокот треба да биде најмалку половина од внатрешната ширина b на примерокот по нормалното израмнување.
Белешки за тестирање
Во пракса се достапни различни методи за тестирање. За заварени цевки, треба да се испитаат и својствата на зоната на заварување. Ова се важни точки што треба да се земат предвид за време на тестирањето, а соодветниот метод на тестирање треба да се избере соодветно.
Време на објавување: 21 февруари 2026 година




