







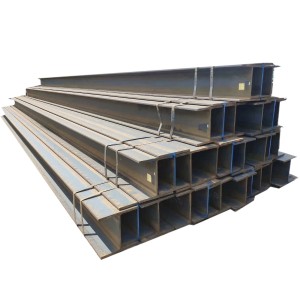
Amerikan Standardı a36 W14X30 X36 W18X50 w 16×40 kiriş Sıcak Haddelenmiş Üniversal h kiriş

| Ürün Adı | A36 W14X30 W16X36 W18X50 Sıcak Haddelenmiş H Kolon Kiriş Evrensel H Kiriş Yapı İçin |
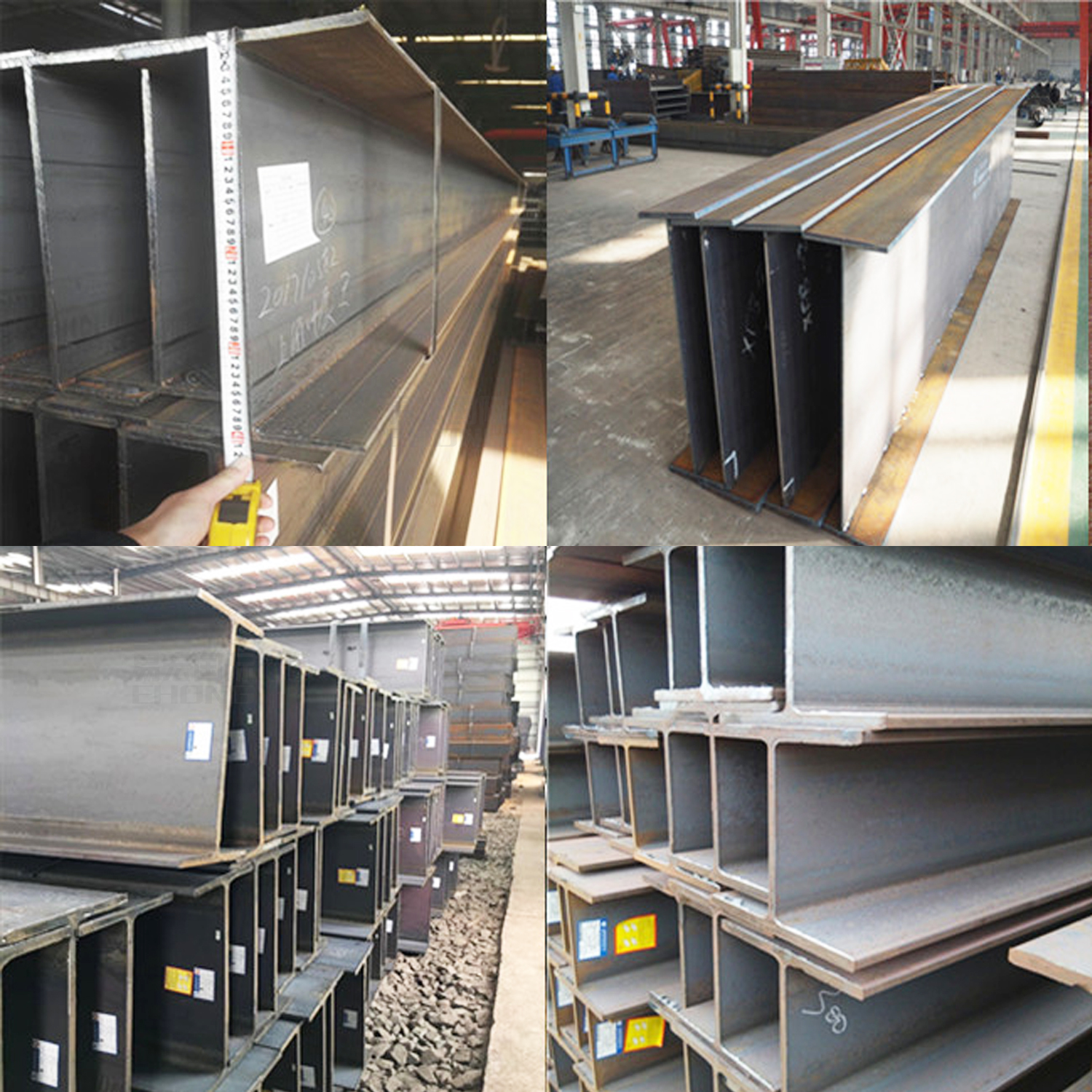
| Boyut | 1. Web Genişliği (Y): 100-900 mm 2. Flanş Genişliği (B): 100-300 mm 3. Web Kalınlığı (t1): 5-30 mm 4. Flanş Kalınlığı (t2): 5-30 mm |
| Standart | JIS G3101 EN10025 ASTM A36 ASTM A572 ASTM A992 |
| Seviye | Q235B Q345B Q420C Q460C SS400 SS540 S235 S275 S355 A36 A572 G50 G60 |
| Uzunluk | 12m 6m veya özel ölçülerde |
| Teknik | Sıcak haddelenmiş |
| Paketleme | Çelik şeritle sabitlenmiş demet halinde |
| denetleme | SGS BV INTERTEK |
| Başvuru | İnşaat yapısı |

Ürün Avantajları
Yapısal özellikler:H-kirişler, yüklere maruz kaldıklarında gerilimleri daha verimli bir şekilde dağıtmalarını sağlayan benzersiz bir kesit şekline sahiptir ve bu da daha yüksek eğilme ve sıkıştırma direnci sağlar. H-kirişlerin flanşının iç yüzeyinde eğim yoktur ve üst ve alt yüzeyleri paraleldir; bu da sadece malzeme kullanım oranını iyileştirmekle kalmaz, aynı zamanda elemanlar arasındaki bağlantıyı da artırır.
Güç Avantajı:H-kirişler, optimize edilmiş kesit tasarımları sayesinde geleneksel çeliğe göre daha hafif ve daha güçlüdür; bu tasarım, aynı yük taşıma kapasitesini korurken kullanılan malzeme miktarını azaltır.
İstikrar avantajı:H-kiriş, özellikle deprem riski yüksek bölgeler veya geniş açıklıklar ve yüksek stabilite gerektiren durumlar için uygun olup, üstün stabilite ve sismik performansa sahiptir.
Plastisitenin avantajı:H-kiriş, işlenmesi ve şekillendirilmesi kolaydır ve kolayca kesilebilir, delinebilir, kaynaklanabilir ve diğer işlemlerden geçirilebilir; bu da çeşitli karmaşık inşaat ihtiyaçları için uygundur.
Çevresel faydalar:H-kiriş kullanımı, arazi kaynaklarına verilen zararı azaltır ve çelik yapının sökülmesinden sonra daha az katı atık oluşur; hurda çeliğin geri dönüşüm değeri yüksektir ve bu da yeşil bina gerekliliklerine uygundur.
Derinlemesine işleme
Kesme işlemi: Belirli boyut gereksinimlerine göre, hassas alt kesim için CNC alevle kesme makinesi gibi uygun kesme yöntemleri kullanılır.
Şekillendirme süreci: Çelik levha, özel ekipman ve teknoloji kullanılarak istenen H-kiriş şekline getirilir.
Kaynak işlemi: Birleştirilmesi gereken H-kiriş bileşenleri için, yarı otomatik tozaltı ark kaynağı gibi teknikler kullanılarak yüksek kaliteli kaynak işlemi gerçekleştirilir.
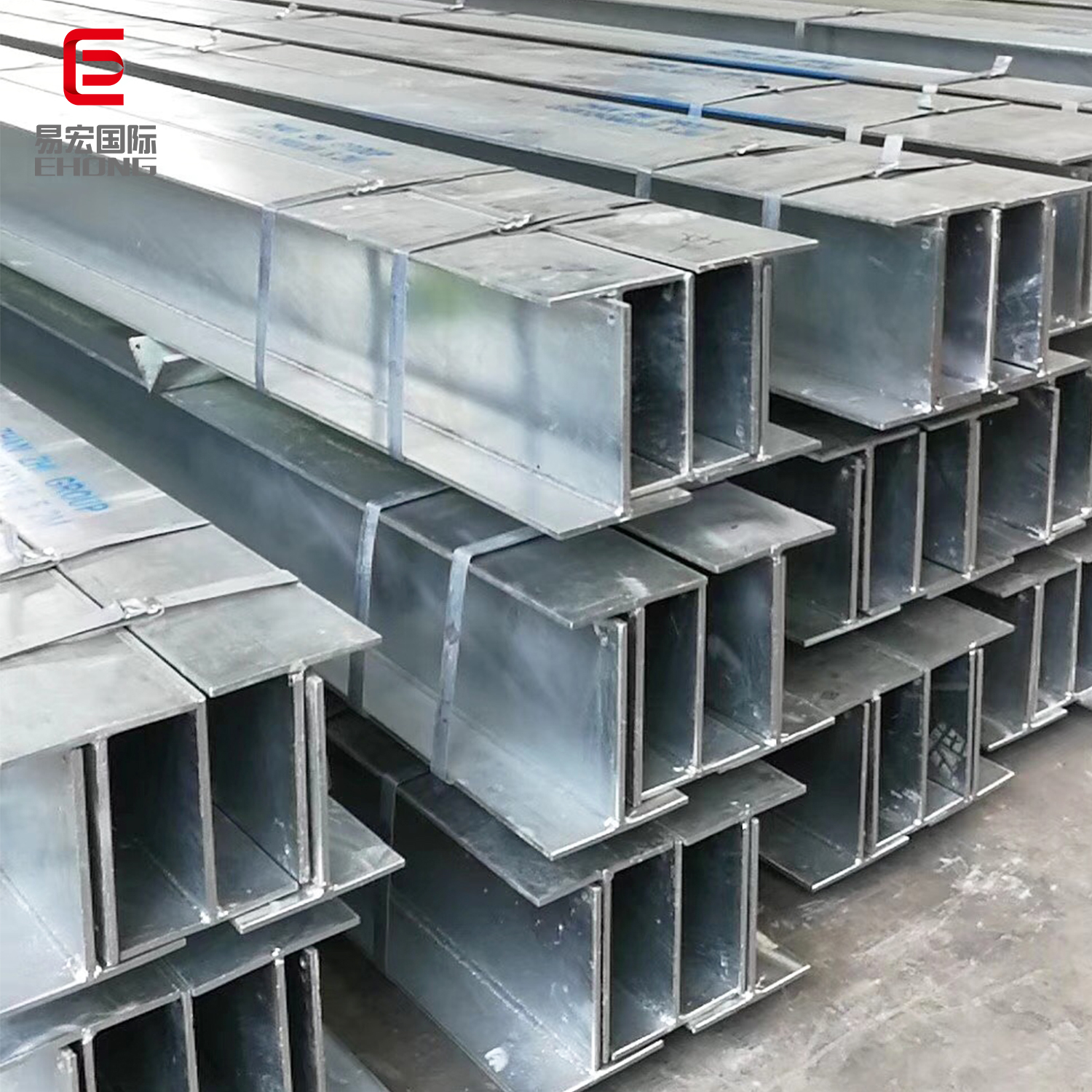
Yüzey işlemi: H-kirişler, korozyon direncini artırmak için genellikle galvanizlenir veya diğer yüzey işlemlerine tabi tutulur.
Özel işleme: örneğin, belirli mühendislik ihtiyaçlarına uygun bükme veya yuvarlak delikler veya altıgen açıklıklar gibi özel kesitlere sahip H-kirişlerin üretimi.





-

Çin üreticisi Q235/Q235B/Q345/Q345B ASTM H...
-
ASTM A36 A992 H kirişi Sıcak haddelenmiş kaynak Univers...
-

W8X10 W8X15 W8X28 W8X31 ASTM A572 A992 sıcak haddelenmiş...
-

SS400 IPE 220 240 Çelik Yapı ASTM A36 H...
-

Tianjin Ehong SS400 S235 Q235B Amerikan standardı...
-

DIN1025 EN10025 HEA HEB h kiriş fiyatı IPN IPE100...




