

1. Zavedenie bezšvíkových oceľových rúr
Bezšvíkové oceľové rúry sú kruhové, štvorcové alebo obdĺžnikové oceľové rúry s dutým prierezom a bez spojov okolo nich. Bezšvíkové oceľové rúry sú vyrobené z oceľových ingotov alebo plných rúrkových polotovarov perforovaných do vlnitej rúrky a následne sa vyrábajú valcovaním za tepla, valcovaním za studena alebo ťahaním za studena. Bezšvíkové oceľové rúry majú dutý prierez a vo veľkom počte sa používajú na prepravu tekutín v potrubiach, ako sú oceľové rúry a kruhové oceľové rúry a iné plné oceľové rúry, ktoré majú zároveň pevnosť v ohybe a torzii a sú ľahké. Ide o ekonomicky výhodný druh oceľového profilu, ktorý sa široko používa pri výrobe konštrukčných dielov a mechanických súčiastok, ako sú oceľové lešenia na ropné vrty.
2. História vývoja bezšvíkových oceľových rúr
Výroba bezšvíkových oceľových rúr má takmer 100-ročnú históriu. Nemeckí bratia Manismanovci vynašli v roku 1885 dvojvalcový šikmý dierovací stroj a v roku 1891 periodický valcovací stroj na rúry. V roku 1903 švajčiarsky R.C. Stiefel vynašiel automatický valcovací stroj na rúry (tiež známy ako horný valcovací stroj na rúry) a neskôr sa objavili kontinuálne valcovacie stroje na rúry, tlačiace stroje na rúry a ďalšie predlžovacie stroje, čím sa začal formovať moderný priemysel bezšvíkových oceľových rúr. V 30. rokoch 20. storočia sa kvalita oceľových rúr zlepšila zavedením trojvalcových valcovacích strojov na rúry, extrúznych strojov a periodických valcovacích strojov na rúry za studena. V 60. rokoch 20. storočia sa vďaka zdokonaleniu kontinuálnych valcovacích strojov na rúry objavili trojvalcové dierovacie stroje, najmä použitie strojov na znižovanie napätia a kontinuálne odlievanie polotovarov, čo viedlo k zlepšeniu efektivity výroby a konkurencieschopnosti bezšvíkových a zváraných rúr. V 70. rokoch 20. storočia sa bezšvíkové a zvárané rúry blížili k konkurencieschopnosti, pričom svetová produkcia oceľových rúr sa zvýšila o viac ako 5 % ročne. Od roku 1953 Čína prikladá veľký význam rozvoju priemyslu bezšvíkových oceľových rúr a pôvodne vytvorila výrobný systém na valcovanie rôznych veľkých, stredných a malých rúr. Medené rúry sa tiež bežne používajú na priečne valcovanie ingotov, perforovanie rúrok a ťahanie cievok.
3. Použitie a klasifikácia bezšvíkových oceľových rúr
Použitie:
Bezšvíkové oceľové rúry sú druhom ekonomickej ocele s prierezom, majú veľmi dôležité postavenie v národnom hospodárstve a sú široko používané v ropnom, chemickom priemysle, kotloch, elektrárňach, lodiach, strojárstve, automobilovom, leteckom, kozmickom, energetickom, geologickom, stavebnom a vojenskom priemysle a ďalších odvetviach.
Klasifikácia:
(1) Podľa tvaru prierezu sa delí na kruhové potrubie a potrubie so špeciálnym prierezom
(2) Podľa materiálu: rúra z uhlíkovej ocele, rúra z legovanej ocele, rúra z nehrdzavejúcej ocele, kompozitná rúra
(3) Podľa spôsobu pripojenia: závitové pripojenie potrubia, zvárané potrubie
(4) Podľa spôsobu výroby: rúry valcované za tepla (extrúzia, vrchnák, expanzia), rúry valcované za studena (ťahanie)
(5) podľa použitia: kotlové potrubie, potrubie na ropný vrt, potrubie, konštrukčné potrubie, potrubie na chemické hnojivá……
4, proces výroby bezšvíkových oceľových rúr
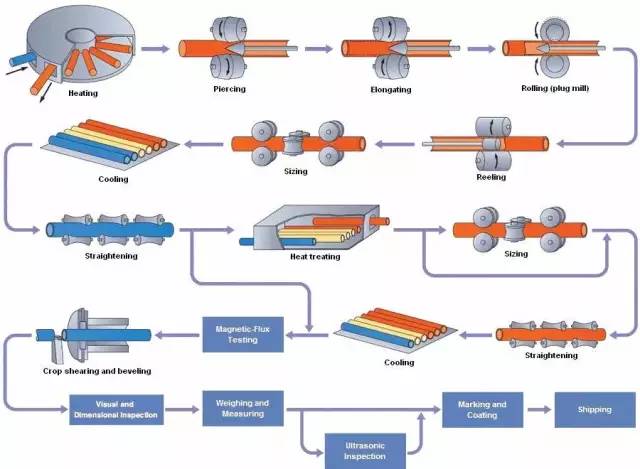
① Hlavný výrobný proces (hlavný kontrolný proces) bezšvíkových oceľových rúr valcovaných za tepla:
Príprava a kontrola polotovaru rúry → ohrev polotovaru rúry → perforácia → valcovanie rúry → opätovný ohrev rúry v odpade → fixácia (zmenšenie) priemeru → tepelné spracovanie → rovnanie hotovej rúry → konečná úprava → kontrola (nedeštruktívna, fyzikálna a chemická, kontrola na stole) → skladovanie
② Hlavný výrobný proces bezšvíkových oceľových rúr valcovaných za studena (ťahanie)
Príprava polotovaru → morenie a mazanie → valcovanie za studena (ťahanie) → tepelné spracovanie → rovnanie → konečná úprava → kontrola.
5. Vývojový diagram výrobného procesu bezšvíkových oceľových rúr valcovaných za tepla je nasledovný:
Čas uverejnenia: 13. marca 2023




