

Fabricarea țevilor de oțel include procese precum forjarea, prelucrarea fără sudură și sudarea. Aproape toate tipurile de materiale metalice pot fi utilizate pentru producția de țevi, de la fontă la oțeluri aliate superrezistente la căldură. Datorită procesului de fabricație în mai multe etape, țevile finite trebuie supuse diverselor teste de proprietăți mecanice pentru a verifica fiabilitatea. Testul de aplatizare este utilizat pentru a evalua performanța de compresiune a țevilor de oțel sub sarcină statică, astfel încât să se determine rezistența și rezistența la presiune a acestora.
Testul de aplatizare este o metodă de testare care utilizează echipamente pentru a comprima un tub de oțel la o dimensiune specificată și pentru a detecta eficient defectele. În cadrul testului, proba este plasată între două plăci paralele, iar o presă sau alt echipament adecvat este utilizat pentru a aplica presiune. Apoi, proba este inspectată pentru îndoire, deformare, fisuri sau fisuri ale sudurii. Dacă nu apare niciunul dintre aceste defecte, proba este considerată calificată.
1. Standard de referință
GB/T 246—2017 / ISO 8492:2013
2. Principiul testului
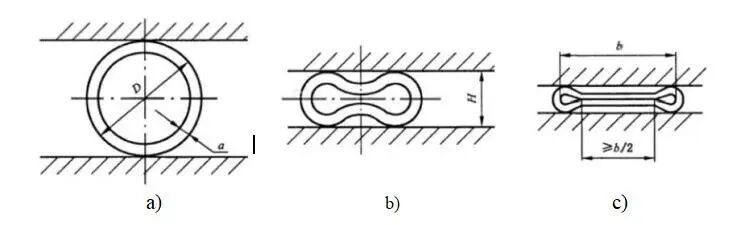
O epruvetă de lungime specificată, tăiată din tubul metalic perpendicular pe axa sa longitudinală, sau o epruvetă de capăt al tubului, este supusă unei forțe de aplatizare (a se vedea figurile 1a și 1b) până când distanța dintre cele două plăci paralele atinge valoarea specificată în standardul de produs relevant.
În cazul aplatizării închise, lățimea zonei de contact de pe suprafața interioară a epruvetei trebuie să fie cel puțin jumătate din lățimea interioară b a epruvetei după aplatizarea normală.
Note privind testarea
În practică sunt disponibile diverse metode de testare. Pentru tuburile sudate, trebuie examinate și proprietățile zonei de sudură. Acestea sunt puncte importante de reținut în timpul testării, iar metoda de testare corectă trebuie selectată în consecință.
Data publicării: 21 februarie 2026




