







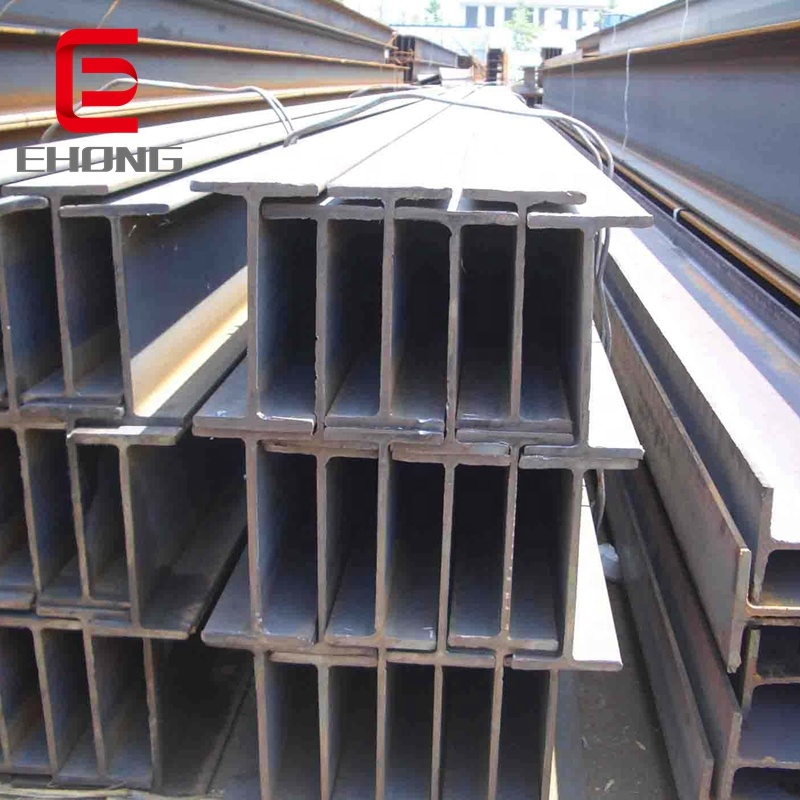
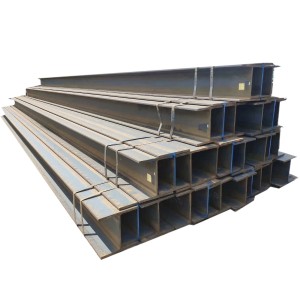
Grindă universală în formă de H, laminată la cald, American-Standard a36 W14X30 X36 W18X50 cu grindă 16×40

| Nume produs | A36 W14X30 W16X36 W18X50 Grindă de coloană H laminată la cald Grindă H universală pentru structură |
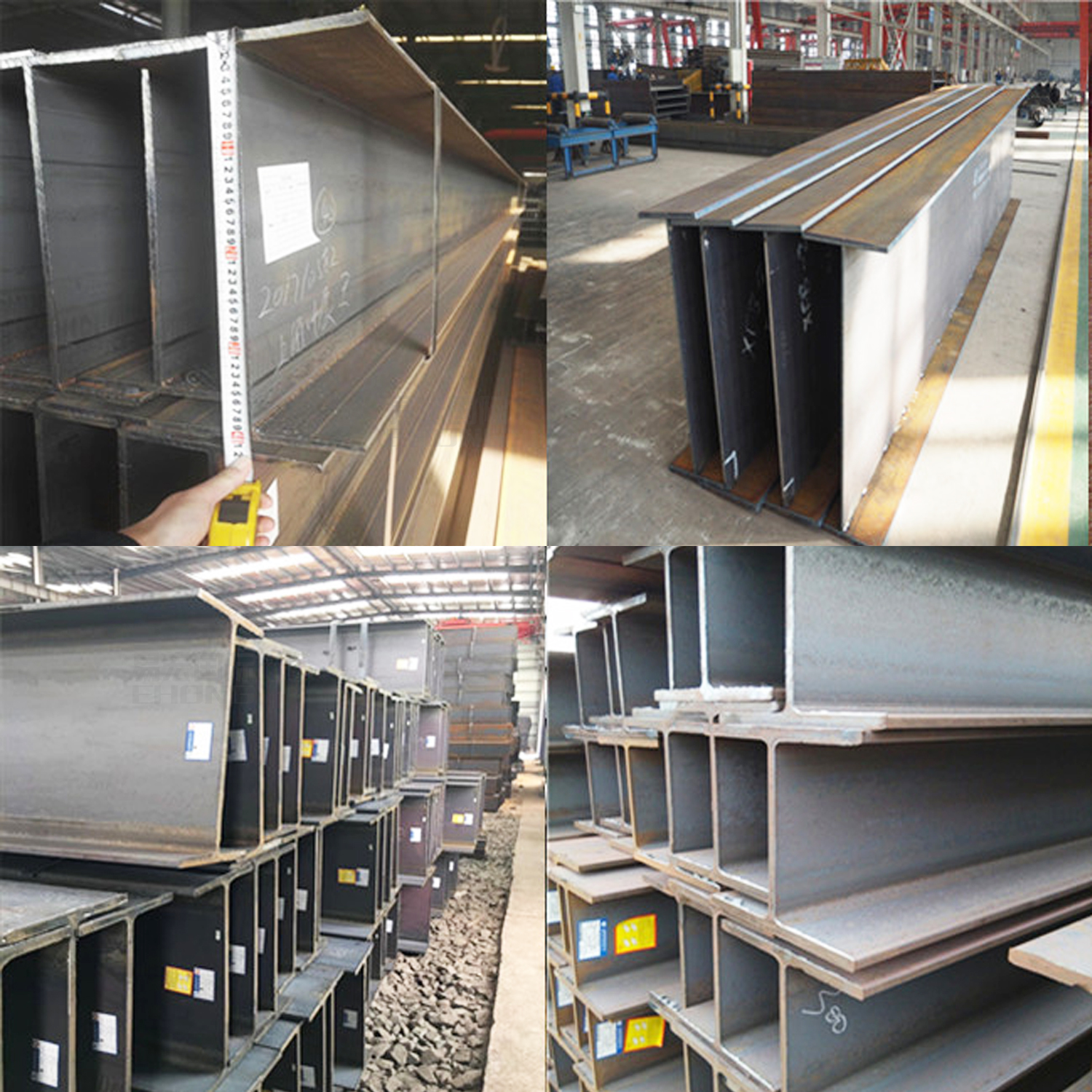
| Dimensiune | 1. Lățimea benzii (Î): 100-900 mm 2. Lățimea flanșei (B): 100-300 mm 3. Grosimea benzii (t1): 5-30 mm 4. Grosimea flanșei (t2): 5-30m |
| Standard | JIS G3101 EN10025 ASTM A36 ASTM A572 ASTM A992 |
| Grad | Q235B Q345B Q420C Q460C SS400 SS540 S235 S275 S355 A36 A572 G50 G60 |
| Lungime | 12m 6m sau personalizat |
| Tehnică | Laminat la cald |
| Ambalare | În pachet fixat cu bandă de oțel |
| inspecţie | SGS BV INTERTEK |
| Aplicație | Structura construcției |

Avantajele produsului
Caracteristici structurale:Grinzile în H au o formă unică a secțiunii transversale, care le permite să distribuie solicitările mai eficient atunci când sunt supuse unor încărcări, oferind o rezistență mai mare la încovoiere și compresiune. Grinzile în H nu au nicio înclinare pe suprafața interioară a flanșei, iar suprafețele superioare și inferioare sunt paralele, ceea ce nu numai că îmbunătățește rata de utilizare a materialului, dar crește și conectivitatea dintre elemente.
Avantajul forței:Grinzile în H sunt mai ușoare și mai rezistente decât oțelul convențional datorită designului optimizat al secțiunii transversale, care reduce cantitatea de material utilizată, menținând în același timp aceeași capacitate portantă.
Avantajul stabilității:Grinda în H are stabilitate superioară și performanțe seismice, fiind potrivită în special pentru zone predispuse la cutremure sau pentru situații care necesită deschideri mari și stabilitate ridicată.
Avantajul plasticității:Grinda în H este ușor de prelucrat și de turnat și poate fi ușor tăiată, găurită, sudată și efectuată alte operațiuni, fiind potrivită pentru o varietate de nevoi complexe de construcție.
Beneficii pentru mediu:Utilizarea grinzilor în H poate reduce daunele aduse resurselor funciare și există mai puține deșeuri solide după demontarea structurii metalice, cu o valoare ridicată de reciclare a oțelului uzat, ceea ce este în conformitate cu cerințele construcțiilor ecologice.
Procesare profundă
Procesul de tăiere: în funcție de cerințele specifice de dimensiune, se adoptă metode de tăiere adecvate, cum ar fi mașina CNC de tăiere cu flacără, pentru o tăiere precisă.
Procesul de formare: Prin intermediul unor echipamente și tehnologii specifice, placa de oțel este prelucrată în forma necesară de grindă în H.
Procedeu de sudare: Pentru componentele tip H care trebuie asamblate, sudarea de înaltă calitate se realizează folosind tehnici precum sudarea semiautomată cu arc scufundat.
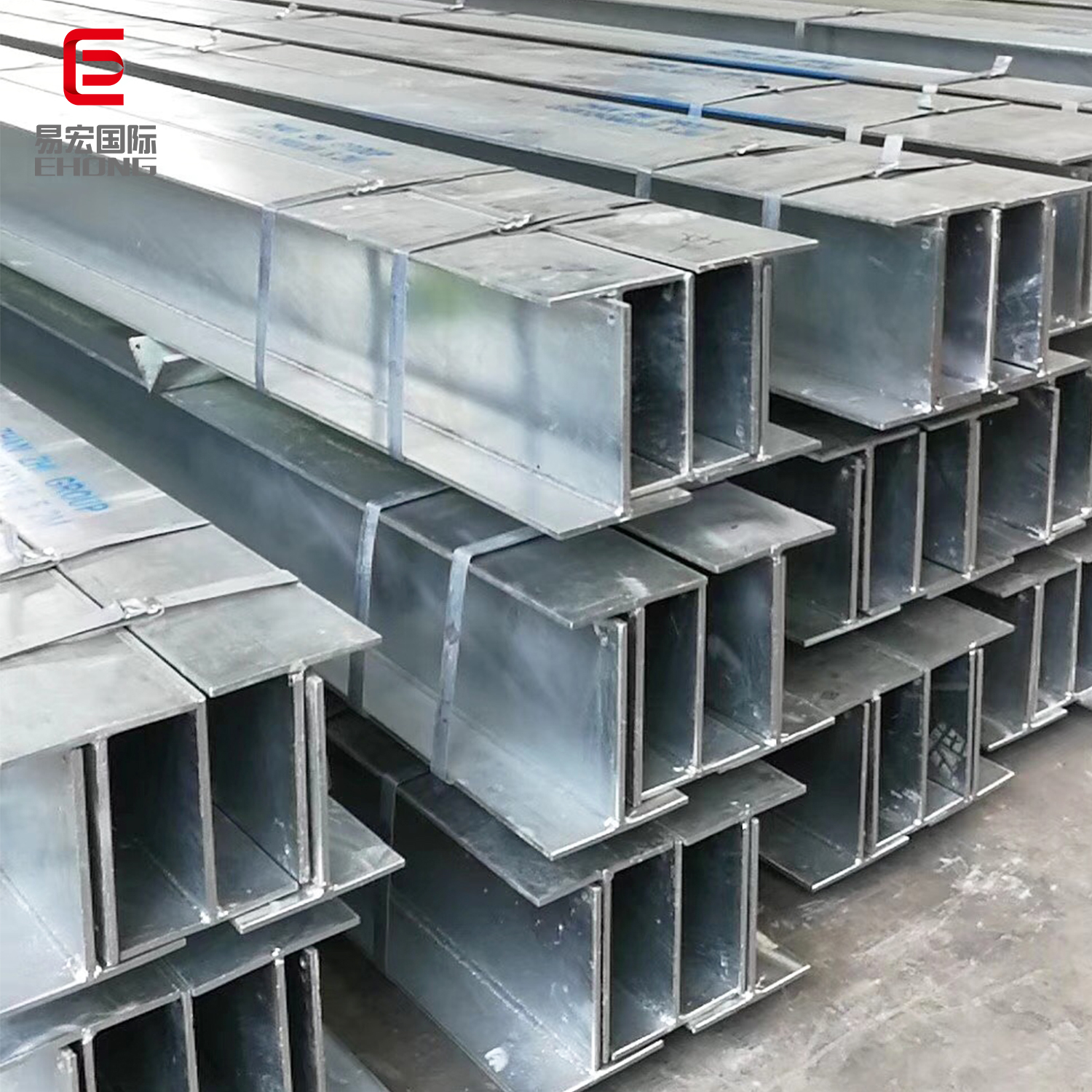
Tratament de suprafață: Grinzile în H sunt adesea galvanizate sau supusă altor tratamente de suprafață pentru a îmbunătăți rezistența la coroziune.
Prelucrare specială: de exemplu, îndoire pentru a se potrivi nevoilor inginerești specifice sau fabricarea grinzilor H cu secțiuni transversale speciale, cum ar fi găuri rotunde sau deschideri hexagonale.





-

producător din China Q235/Q235B/Q345/Q345B ASTM H...
-
ASTM A36 A992 Grindă H Sudură laminată la cald Univers...
-

W8X10 W8X15 W8X28 W8X31 ASTM A572 A992 laminat la cald...
-

Construcție din oțel SS400 IPE 220 240 ASTM A36 H...
-

Tianjin Ehong SS400 S235 Q235B standard american...
-

DIN1025 EN10025 HEA HEB grindă h preț IPN IPE100...




