

സ്റ്റീൽ ട്യൂബുകളുടെ നിർമ്മാണത്തിൽ ഫോർജിംഗ്, സീംലെസ് പ്രോസസ്സിംഗ്, വെൽഡിംഗ് തുടങ്ങിയ പ്രക്രിയകൾ ഉൾപ്പെടുന്നു. കാസ്റ്റ് ഇരുമ്പ് മുതൽ സൂപ്പർ ഹീറ്റ്-റെസിസ്റ്റന്റ് അലോയ് സ്റ്റീൽസ് വരെ മിക്കവാറും എല്ലാത്തരം ലോഹ വസ്തുക്കളും ട്യൂബ് നിർമ്മാണത്തിനായി ഉപയോഗിക്കാം. മൾട്ടി-സ്റ്റെപ്പ് നിർമ്മാണ പ്രക്രിയ കാരണം, വിശ്വാസ്യത പരിശോധിക്കുന്നതിന് പൂർത്തിയായ ട്യൂബുകൾ വിവിധ മെക്കാനിക്കൽ പ്രോപ്പർട്ടി പരിശോധനകൾക്ക് വിധേയമാക്കേണ്ടതുണ്ട്. സ്റ്റാറ്റിക് ലോഡിംഗിൽ സ്റ്റീൽ ട്യൂബുകളുടെ കംപ്രസ്സീവ് പ്രകടനം വിലയിരുത്തുന്നതിനും അവയുടെ ശക്തിയും മർദ്ദ പ്രതിരോധവും നിർണ്ണയിക്കുന്നതിനും ഫ്ലാറ്റനിംഗ് ടെസ്റ്റ് ഉപയോഗിക്കുന്നു.
ഒരു സ്റ്റീൽ ട്യൂബ് ഒരു നിശ്ചിത വലുപ്പത്തിലേക്ക് കംപ്രസ് ചെയ്യുന്നതിനും വൈകല്യങ്ങൾ ഫലപ്രദമായി കണ്ടെത്തുന്നതിനും ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്ന ഒരു പരീക്ഷണ രീതിയാണ് ഫ്ലാറ്റനിംഗ് ടെസ്റ്റ്. പരിശോധനയിൽ, മാതൃക രണ്ട് സമാന്തര പ്ലേറ്റുകൾക്കിടയിൽ സ്ഥാപിക്കുകയും സമ്മർദ്ദം ചെലുത്താൻ ഒരു പ്രസ്സ് അല്ലെങ്കിൽ മറ്റ് അനുയോജ്യമായ ഉപകരണങ്ങൾ ഉപയോഗിക്കുകയും ചെയ്യുന്നു. തുടർന്ന് മാതൃക വളയൽ, രൂപഭേദം, വിള്ളലുകൾ അല്ലെങ്കിൽ വെൽഡ് ക്രാക്കിംഗ് എന്നിവയ്ക്കായി പരിശോധിക്കുന്നു. ഈ വൈകല്യങ്ങളൊന്നും ദൃശ്യമാകുന്നില്ലെങ്കിൽ, മാതൃക യോഗ്യതയുള്ളതായി കണക്കാക്കുന്നു.
1. റഫറൻസ് സ്റ്റാൻഡേർഡ്
GB/T 246—2017 / ISO 8492:2013
2. പരീക്ഷയുടെ തത്വം
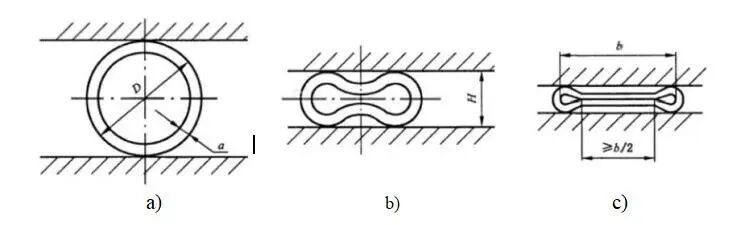
ലോഹ ട്യൂബിൽ നിന്ന് അതിന്റെ രേഖാംശ അച്ചുതണ്ടിലേക്ക് ലംബമായി മുറിച്ച നിർദ്ദിഷ്ട നീളമുള്ള ഒരു പരീക്ഷണ മാതൃക, അല്ലെങ്കിൽ ട്യൂബിന്റെ അവസാന മാതൃക, രണ്ട് സമാന്തര പ്ലേറ്റുകൾക്കിടയിലുള്ള ദൂരം പ്രസക്തമായ ഉൽപ്പന്ന മാനദണ്ഡത്തിൽ വ്യക്തമാക്കിയ മൂല്യത്തിൽ എത്തുന്നതുവരെ ഒരു പരന്ന ബലത്തിന് വിധേയമാക്കുന്നു (ചിത്രങ്ങൾ 1a, 1b കാണുക).
അടച്ച ഫ്ലാറ്റണിംഗിന്റെ കാര്യത്തിൽ, സാധാരണ ഫ്ലാറ്റണിംഗിന് ശേഷം, മാതൃകയുടെ ആന്തരിക പ്രതലത്തിലെ സമ്പർക്ക മേഖലയുടെ വീതി മാതൃകയുടെ ആന്തരിക വീതി b യുടെ പകുതിയെങ്കിലും ആയിരിക്കണം.
പരിശോധനയെക്കുറിച്ചുള്ള കുറിപ്പുകൾ
പ്രായോഗികമായി വിവിധ പരീക്ഷണ രീതികൾ ലഭ്യമാണ്. വെൽഡിഡ് ട്യൂബുകൾക്ക്, വെൽഡ് സോണിന്റെ ഗുണങ്ങളും പരിശോധിക്കേണ്ടതാണ്. പരിശോധനയ്ക്കിടെ ശ്രദ്ധിക്കേണ്ട പ്രധാന പോയിന്റുകളാണിവ, ശരിയായ പരീക്ഷണ രീതി അതനുസരിച്ച് തിരഞ്ഞെടുക്കണം.
പോസ്റ്റ് സമയം: ഫെബ്രുവരി-21-2026




