







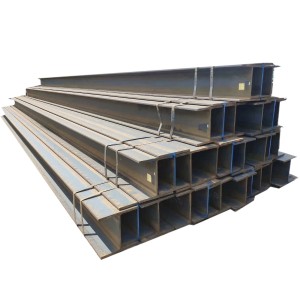
Amerikanesch Standard a36 B14X30 X36 B18X50 mat 16×40 Träger waarm gewalzt Universal H Träger

| Produktnumm | A36 B14X30 B16X36 B18X50 Warmgewalzt H-Sailenträger Universal H-Träger fir Struktur |
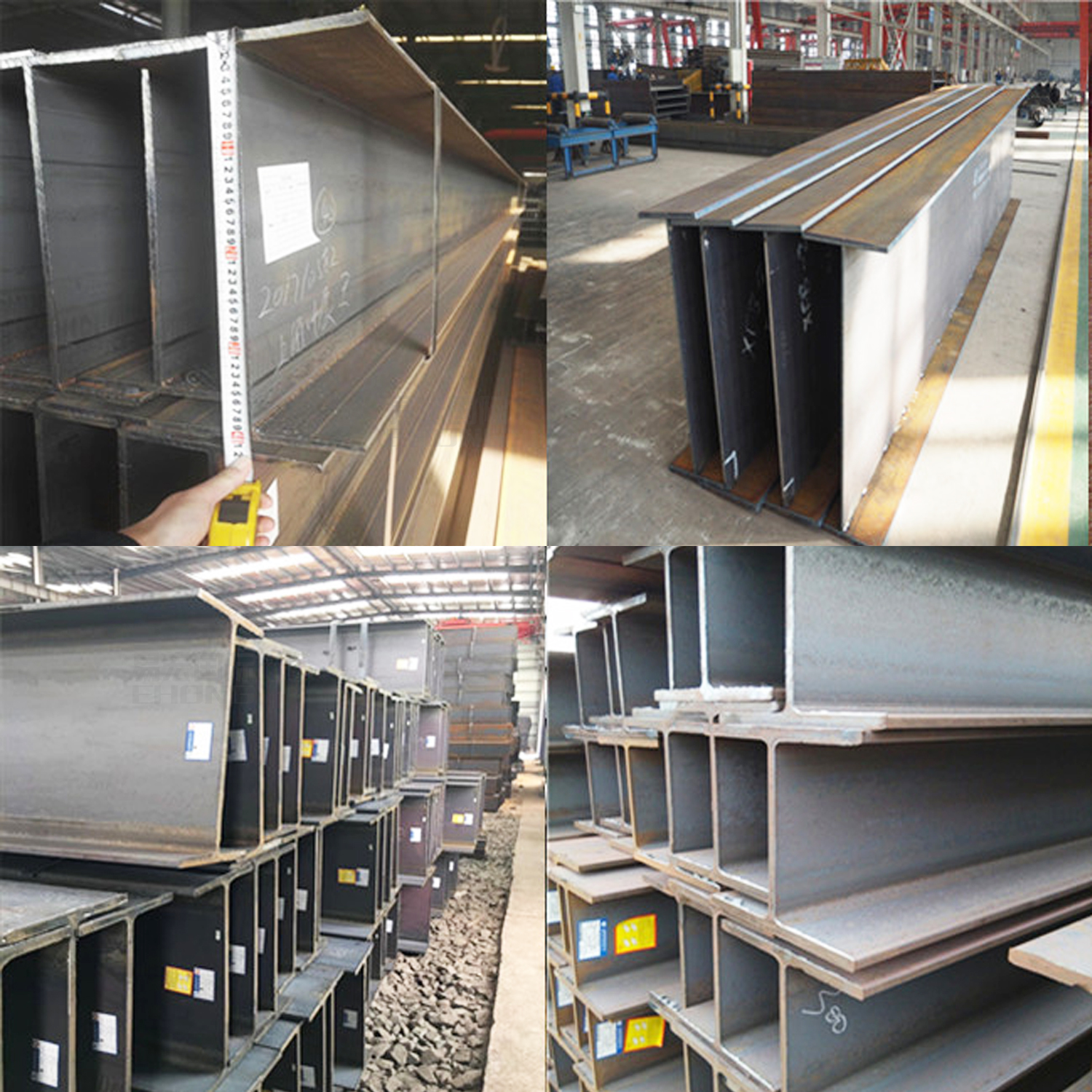
| Gréisst | 1. Netzbreet (H): 100-900mm 2. Flanschbreet (B): 100-300mm 3. Netzdicke (t1): 5-30mm 4. Flanschdicke (t2): 5-30m |
| Standard | JIS G3101 EN10025 ASTM A36 ASTM A572 ASTM A992 |
| Grad | Q235B Q345B Q420C Q460C SS400 SS540 S235 S275 S355 A36 A572 G50 G60 |
| Längt | 12m 6m oder personaliséiert |
| Technik | Waarmgewalzt |
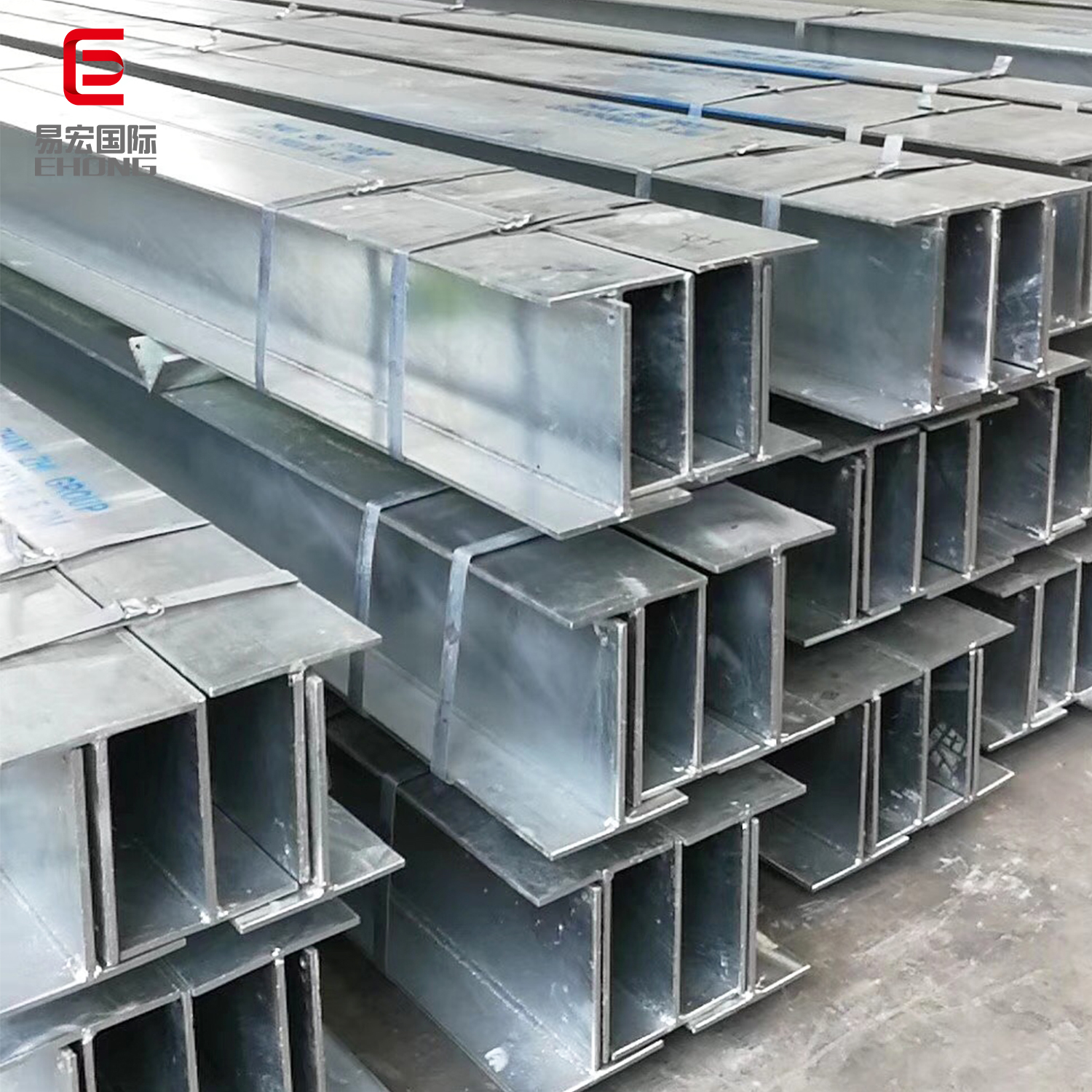
| Verpackung | Am Bündel befestegt mat engem Stahlband |
| Inspektioun | SGS BV INTERTEK |
| Applikatioun | Konstruktiounsstruktur |

Produktvirdeeler
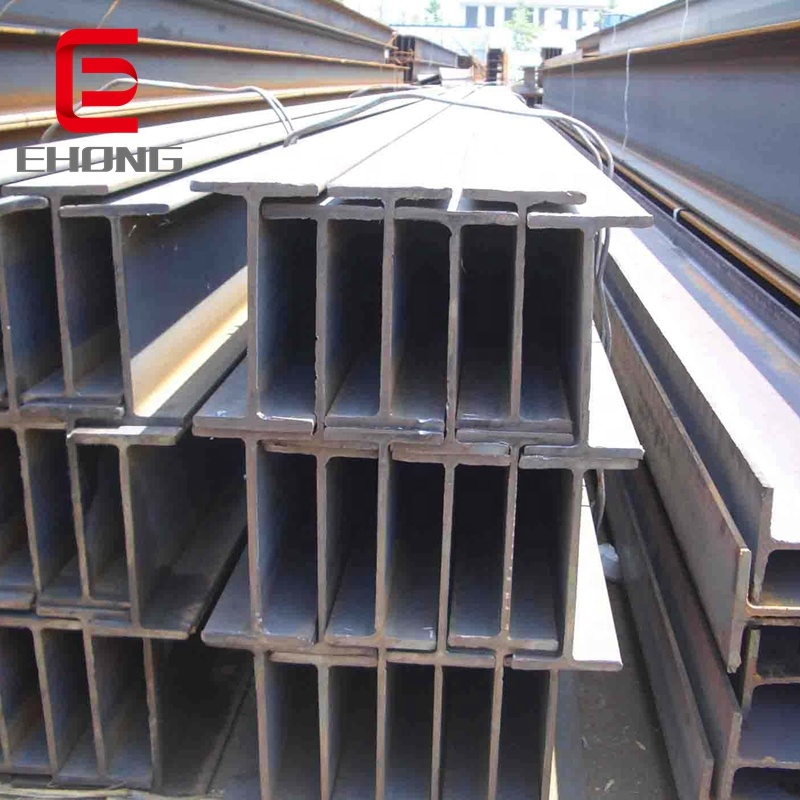
Strukturell Charakteristiken:H-Träger hunn eng eenzegaarteg Querschnittsform, déi et hinnen erméiglecht, d'Spannungen méi effizient ze verdeelen, wa se Belaaschtunge ausgesat sinn, wat eng méi héich Bieg- a Kompressiounsbeständegkeet bitt. H-Träger hunn keng Schréiegt op der bannenzeger Uewerfläch vum Flansch, an déi iewescht an ënnescht Uewerfläche si parallel, wat net nëmmen d'Materialnotzungsquote verbessert, mä och d'Verbindung tëscht de Memberen erhéicht.
Stäerkt Virdeel:H-Träger si méi liicht a méi staark wéi konventionell Stol wéinst hirem optiméierten Querschnittsdesign, wat d'Quantitéit u Materialverbrauch reduzéiert an déiselwecht Tragekapazitéit behält.
Stabilitéitsvirdeel:En H-Träger huet eng iwwerleeën Stabilitéit a seismesch Leeschtung, besonnesch gëeegent fir Äerdbiewen-ufälleg Gebidder oder Geleeënheeten, déi grouss Spannwänn an héich Stabilitéit erfuerderen.
Virdeel vun der Plastizitéit:En H-Träger ass einfach ze veraarbechten a ze formen, a kann einfach geschnidden, gebuert, geschweesst a mat aneren Operatiounen gemaach ginn, wat fir eng Vielfalt vu komplexe Konstruktiounsbedürfnisser gëeegent ass.
Ëmweltvirdeeler:D'Benotzung vun H-Träger kann de Schued un de Landressourcen reduzéieren, an et gëtt manner festen Offall nodeems d'Stolkonstruktioun ofgebaut gouf, mat engem héije Recyclingswäert vu Schrottstol, wat den Ufuerderunge vum grénge Bauen entsprécht.
Déif Veraarbechtung
Schnëttprozess: no de spezifesche Gréisstufuerderunge gëeegent Schnëttmethoden, wéi z. B. CNC-Flammschneidmaschinn fir präzis Ënnerschneiden, adoptéieren.
Formprozess: Mat Hëllef vu spezifescher Ausrüstung an Technologie gëtt d'Stolplack an déi gewënscht H-Trägerform veraarbecht.
Schweessprozess: Fir H-Trägerkomponenten, déi musse montéiert ginn, gëtt eng héichqualitativ Schweessung mat Technike wéi halbautomateschem Ënnerwaasserschweißen duerchgefouert.
Uewerflächenbehandlung: H-Träger ginn dacks galvaniséiert oder kréien aner Uewerflächenbehandlungen fir d'Korrosiounsbeständegkeet ze verbesseren.
Spezialveraarbechtung: zum Beispill Béien fir spezifesch technesch Bedierfnesser gerecht ze ginn, oder d'Herstellung vun H-Träger mat spezielle Querschnitter wéi ronn Lächer oder sechseckeg Ëffnungen.





-

China Hiersteller Q235/Q235B/Q345/Q345B ASTM H ...
-
ASTM A36 A992 H-Beam waarmgewalzt Schweess Universell ...
-

B8X10 B8X15 B8X28 B8X31 ASTM A572 A992 waarmgewalzt...
-

SS400 IPE 220 240 Stolkonstruktioun ASTM A36 H...
-

Tianjin Ehong SS400 S235 Q235B American Standard ...
-

DIN1025 EN10025 HEA HEB h-Beam Präis IPN IPE100...




