







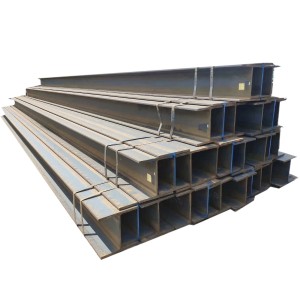
ამერიკული სტანდარტი a36 სიგანე 14X30 X36 სიგანე 18X50 სიგანე 16×40 სხივი ცხელი ნაგლინი უნივერსალური h სხივი

| პროდუქტის დასახელება | A36 W14X30 W16X36 W18X50 ცხელი ნაგლინი H სვეტისებრი სხივი, უნივერსალური H სხივი კონსტრუქციისთვის |
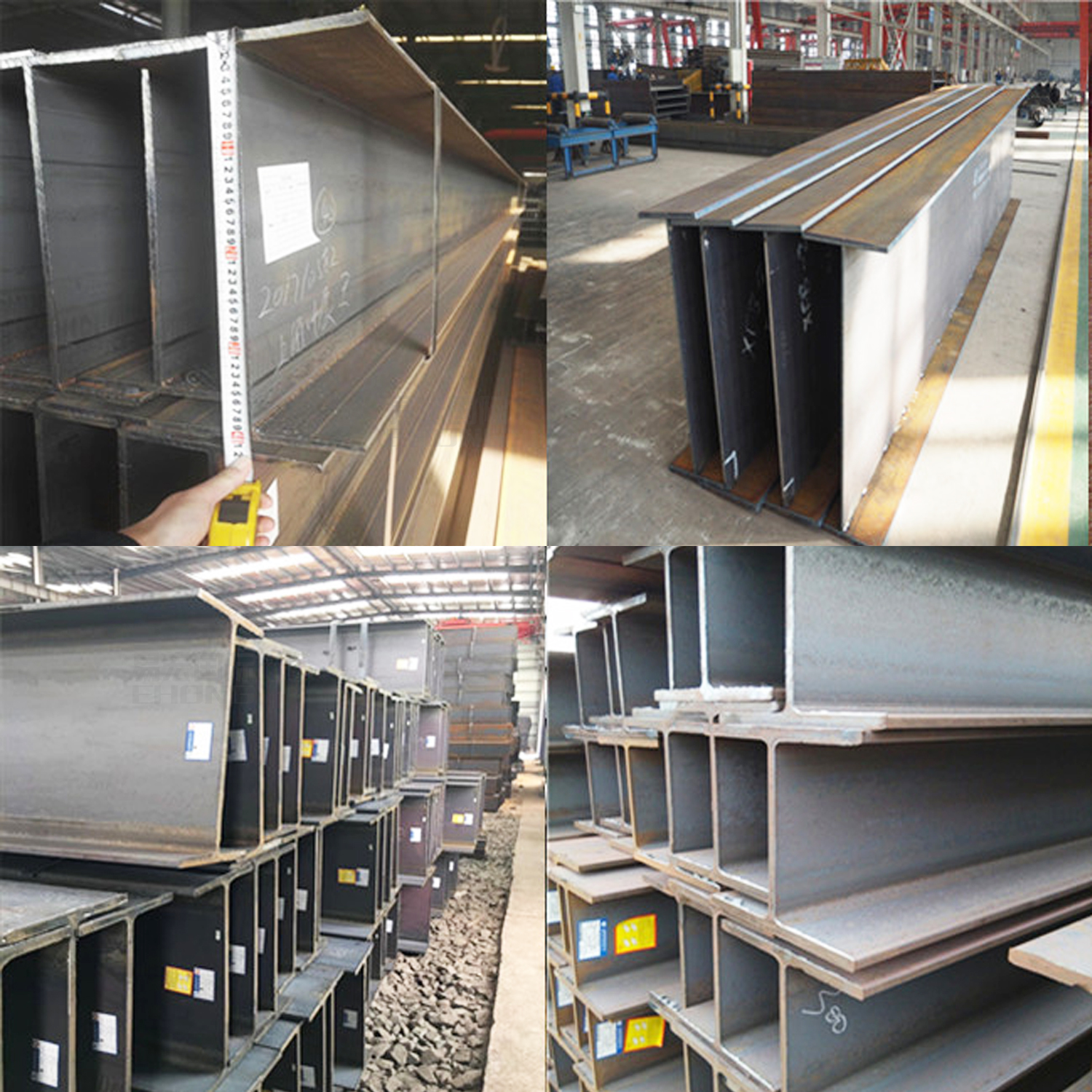
| ზომა | 1. ქსელის სიგანე (H): 100-900 მმ 2.ფლანგის სიგანე (B): 100-300 მმ 3. ქსელის სისქე (t1): 5-30 მმ 4. ფლანგის სისქე (t2): 5-30 მ |
| სტანდარტული | JIS G3101 EN10025 ASTM A36 ASTM A572 ASTM A992 |
| კლასი | Q235B Q345B Q420C Q460C SS400 SS540 S235 S275 S355 A36 A572 G50 G60 |
| სიგრძე | 12მ 6მ ან მორგებული |
| ტექნიკა | ცხელი ნაგლინი |
| შეფუთვა | შეკვრაში დამაგრებულია ფოლადის ზოლით |
| შემოწმება | SGS BV ინტერტეკი |
| აპლიკაცია | სამშენებლო სტრუქტურა |

პროდუქტის უპირატესობები
სტრუქტურული მახასიათებლები:H-სებრ სხივებს აქვთ უნიკალური განივი ფორმა, რაც მათ საშუალებას აძლევს უფრო ეფექტურად გაანაწილონ დაძაბულობა დატვირთვისას, რაც უზრუნველყოფს მოხრისა და შეკუმშვისადმი უფრო მაღალ წინააღმდეგობას. H-სებრ სხივებს ფლანგის შიდა ზედაპირზე დახრილობა არ აქვთ, ხოლო ზედა და ქვედა ზედაპირები პარალელურია, რაც არა მხოლოდ აუმჯობესებს მასალის გამოყენების მაჩვენებელს, არამედ ზრდის ელემენტებს შორის კავშირსაც.
სიძლიერის უპირატესობა:H-ს მაგვარი სხივები უფრო მსუბუქი და მტკიცეა, ვიდრე ჩვეულებრივი ფოლადი მათი ოპტიმიზებული განივი კვეთის დიზაინის გამო, რაც ამცირებს გამოყენებული მასალის რაოდენობას და ამავდროულად ინარჩუნებს იგივე დატვირთვის ტევადობას.
სტაბილურობის უპირატესობა:H-სხივს აქვს უმაღლესი სტაბილურობა და სეისმური მახასიათებლები, განსაკუთრებით შესაფერისია მიწისძვრისკენ მიდრეკილი რეგიონებისთვის ან შემთხვევებისთვის, რომლებიც მოითხოვს დიდ მალებს და მაღალ სტაბილურობას.
პლასტიურობის უპირატესობა:H-სხივი ადვილად დასამუშავებელი და ჩამოსხმელია, მისი ჭრა, ბურღვა, შედუღება და სხვა ოპერაციების შესრულება შესაძლებელია, რაც გამოდგება სხვადასხვა რთული სამშენებლო საჭიროებისთვის.
გარემოსდაცვითი სარგებელი:H-სხივის გამოყენებას შეუძლია შეამციროს მიწის რესურსებისთვის მიყენებული ზიანი და ფოლადის კონსტრუქციის დემონტაჟის შემდეგ ნაკლები მყარი ნარჩენები წარმოიქმნება, ჯართის ფოლადის მაღალი გადამუშავების მაჩვენებლით, რაც შეესაბამება მწვანე მშენებლობის მოთხოვნებს.
ღრმა დამუშავება
ჭრის პროცესი: კონკრეტული ზომის მოთხოვნების შესაბამისად, შესაფერისი ჭრის მეთოდების გამოყენება, როგორიცაა CNC ცეცხლოვანი საჭრელი მანქანა ზუსტი ჭრისთვის.
ფორმირების პროცესი: სპეციალური აღჭურვილობისა და ტექნოლოგიის გამოყენებით, ფოლადის ფირფიტა მუშავდება საჭირო H-სხივის ფორმაში.
შედუღების პროცესი: H-სხივის კომპონენტებისთვის, რომელთა აწყობაც საჭიროა, მაღალი ხარისხის შედუღება ხორციელდება ისეთი ტექნიკის გამოყენებით, როგორიცაა ნახევრად ავტომატური წყალქვეშა რკალური შედუღება.
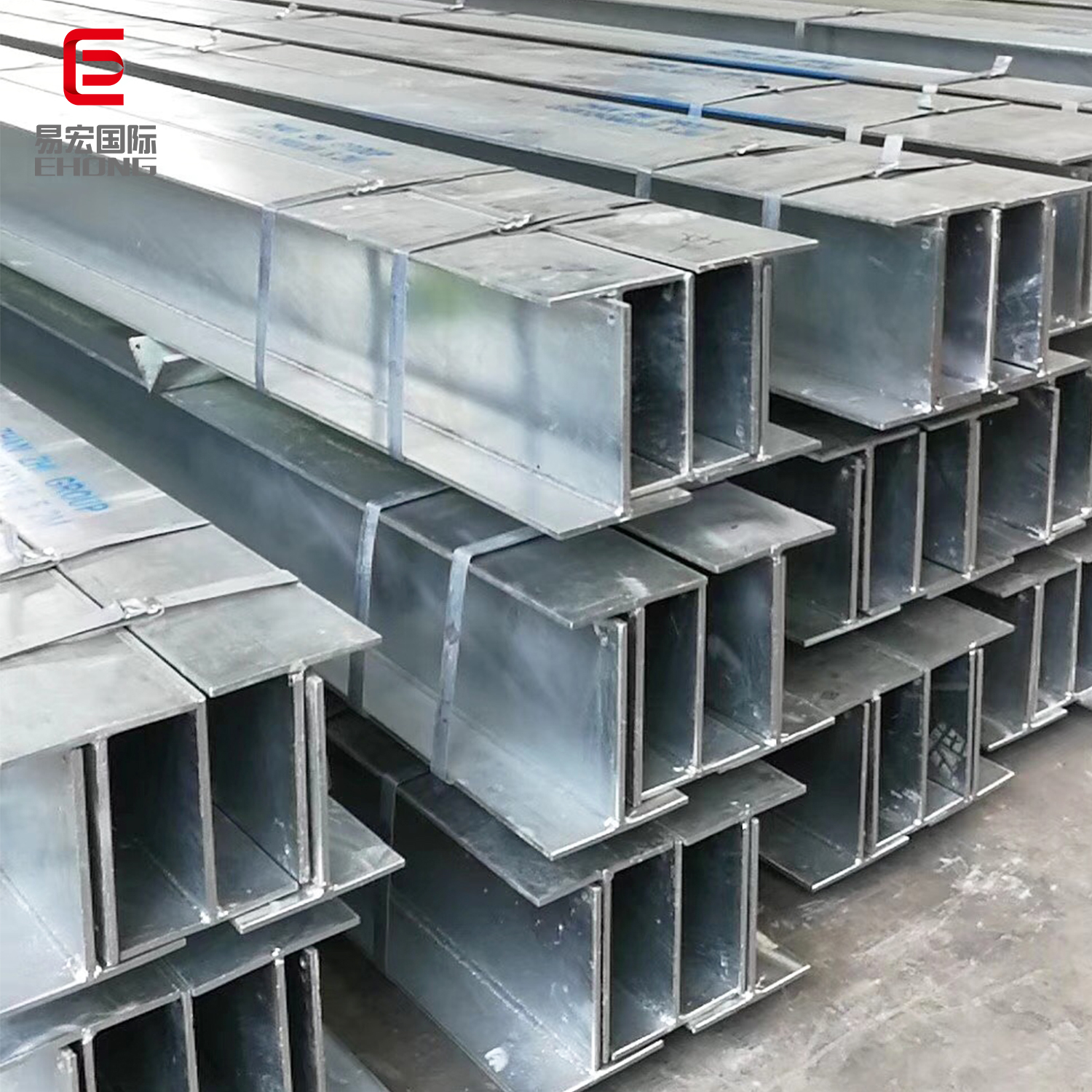
ზედაპირის დამუშავება: H-სხივები ხშირად გალვანიზებულია ან სხვა ზედაპირული დამუშავების ქვეშაა კოროზიისადმი მდგრადობის გასაუმჯობესებლად.
სპეციალური დამუშავება: მაგალითად, კონკრეტული საინჟინრო საჭიროებების დასაკმაყოფილებლად მოხრა ან H-ფორმის სხივების დამზადება სპეციალური განივი კვეთით, როგორიცაა მრგვალი ხვრელები ან ექვსკუთხა ღიობები.





-

ჩინეთის მწარმოებელი Q235/Q235B/Q345/Q345B ASTM H...
-
ASTM A36 A992 H სხივი ცხელი ნაგლინი შედუღება Univer...
-

W8X10 W8X15 W8X28 W8X31 ASTM A572 A992 ცხელი რულონი...
-

SS400 IPE 220 240 ფოლადის კონსტრუქცია ASTM A36 H...
-

Tianjin Ehong SS400 S235 Q235B ამერიკული სტანდარტი...
-

DIN1025 EN10025 HEA HEB h სხივის ფასი IPN IPE100...




