







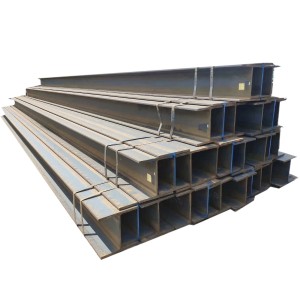
American-Standard a36 W14X30 X36 W18X50 w 16×40 Träger, warmgewalzt, universeller H-Träger

| Produktname | A36 W14X30 W16X36 W18X50 Warmgewalzter H-Stützenträger Universeller H-Träger für Konstruktionen |
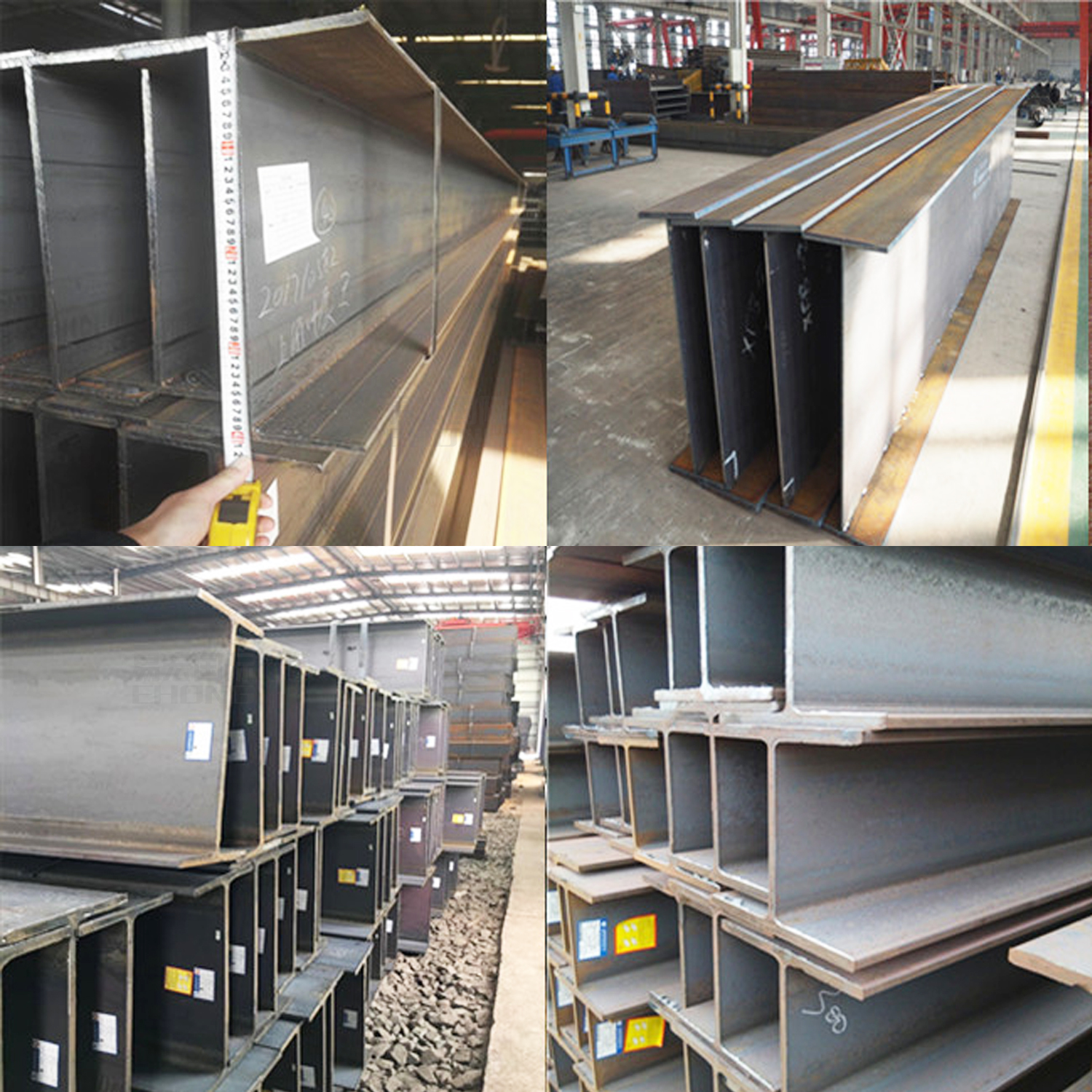
| Größe | 1. Bahnbreite (H): 100–900 mm 2. Flanschbreite (B): 100–300 mm 3. Stegdicke (t1): 5-30 mm 4. Flanschdicke (t2): 5-30 m |
| Standard | JIS G3101 EN10025 ASTM A36 ASTM A572 ASTM A992 |
| Grad | Q235B Q345B Q420C Q460C SS400 SS540 S235 S275 S355 A36 A572 G50 G60 |
| Länge | 12 m, 6 m oder individuell anpassbar |
| Technik | Heißgewalzt |
| Verpackung | Im Bündel durch Stahlband befestigt |
| Inspektion | SGS BV INTERTEK |
| Anwendung | Konstruktionsstruktur |

Produktvorteile
Strukturelle Merkmale:H-Träger besitzen eine einzigartige Querschnittsform, die es ihnen ermöglicht, Spannungen unter Belastung effizienter zu verteilen und so eine höhere Biege- und Druckfestigkeit zu erzielen. H-Träger weisen keine Neigung an der Innenfläche des Flansches auf, und die Ober- und Unterseite verlaufen parallel, was nicht nur die Materialausnutzung verbessert, sondern auch die Verbindung zwischen den Bauteilen erhöht.
Stärkevorteil:H-Träger sind leichter und stärker als herkömmlicher Stahl, da sie durch ihre optimierte Querschnittsgestaltung die Materialmenge reduzieren und gleichzeitig die gleiche Tragfähigkeit beibehalten.
Stabilitätsvorteil:Der H-Träger zeichnet sich durch überlegene Stabilität und seismische Leistungsfähigkeit aus und eignet sich besonders für erdbebengefährdete Gebiete oder Anwendungen, die große Spannweiten und hohe Stabilität erfordern.
Vorteil der Plastizität:H-Träger sind leicht zu bearbeiten und zu formen und können problemlos geschnitten, gebohrt, geschweißt und anderweitig bearbeitet werden, wodurch sie sich für eine Vielzahl komplexer Konstruktionsanforderungen eignen.
Umweltvorteile:Durch den Einsatz von H-Trägern werden die Schäden an Bodenressourcen reduziert, und es entsteht nach dem Abbau der Stahlkonstruktion weniger fester Abfall. Zudem hat der Stahlschrott einen hohen Recyclingwert, was den Anforderungen des nachhaltigen Bauens entspricht.
Tiefenverarbeitung
Schneidprozess: Je nach den spezifischen Größenanforderungen werden geeignete Schneidverfahren angewendet, z. B. eine CNC-Brennschneidmaschine für präzises Hinterschneiden.
Umformprozess: Mithilfe spezieller Ausrüstung und Technologie wird die Stahlplatte in die gewünschte H-Trägerform gebracht.
Schweißverfahren: Bei H-Träger-Bauteilen, die montiert werden müssen, wird eine hochwertige Schweißung mit Verfahren wie dem halbautomatischen Unterpulverschweißen durchgeführt.
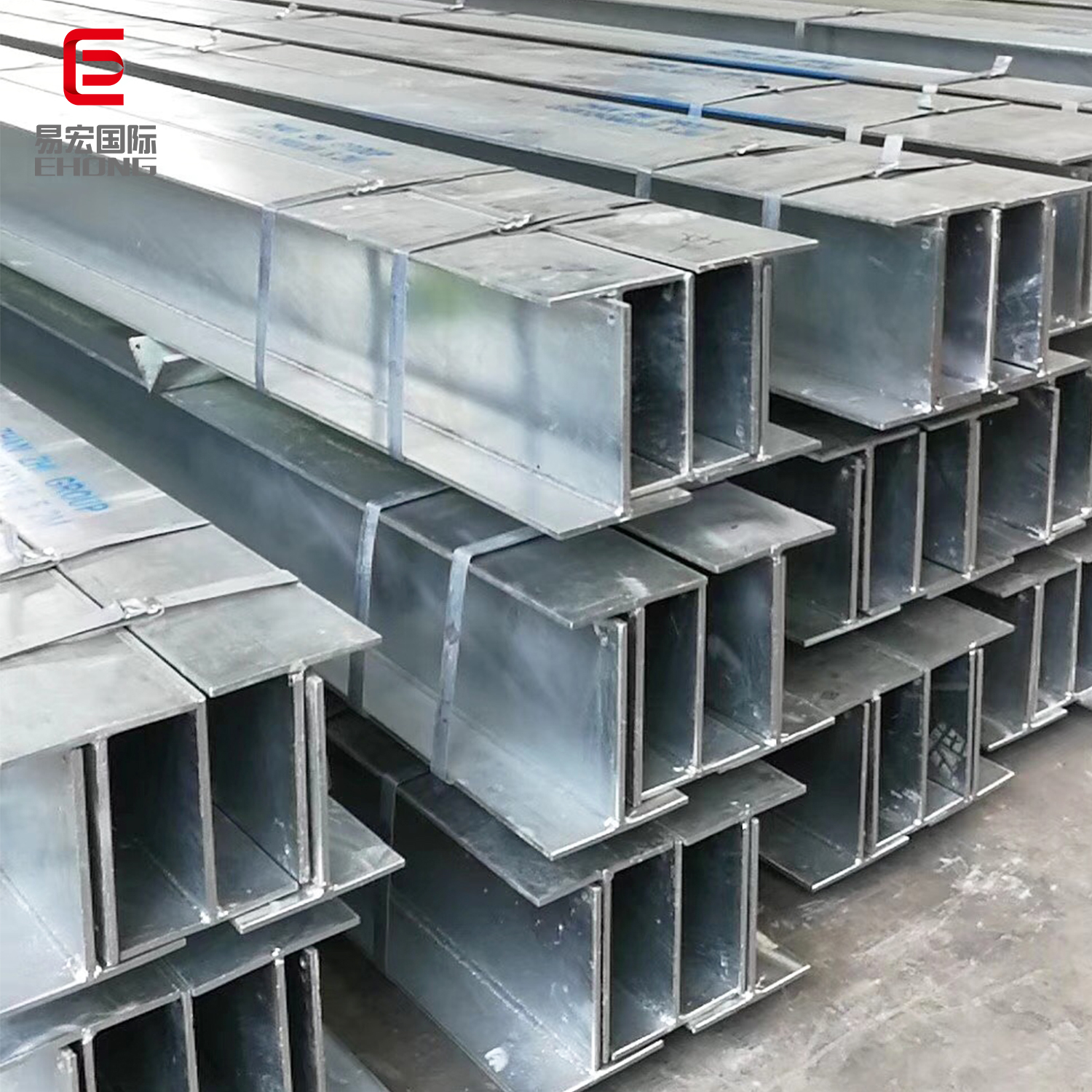
Oberflächenbehandlung: H-Träger werden häufig verzinkt oder anderen Oberflächenbehandlungen unterzogen, um die Korrosionsbeständigkeit zu verbessern.
Spezielle Bearbeitung: zum Beispiel Biegen, um spezifischen technischen Anforderungen gerecht zu werden, oder die Herstellung von H-Trägern mit speziellen Querschnitten wie runden Löchern oder sechseckigen Öffnungen.





-

Chinesischer Hersteller Q235/Q235B/Q345/Q345B ASTM H...
-
ASTM A36 A992 H-Träger Warmgewalztes Schweißen Univers...
-

W8X10 W8X15 W8X28 W8X31 ASTM A572 A992 Warmwalz...
-

SS400 IPE 220 240 Stahlkonstruktion ASTM A36 H...
-

Tianjin Ehong SS400 S235 Q235B Amerikanischer Standard ...
-

DIN1025 EN10025 HEA HEB h-Träger Preis IPN IPE100...




