

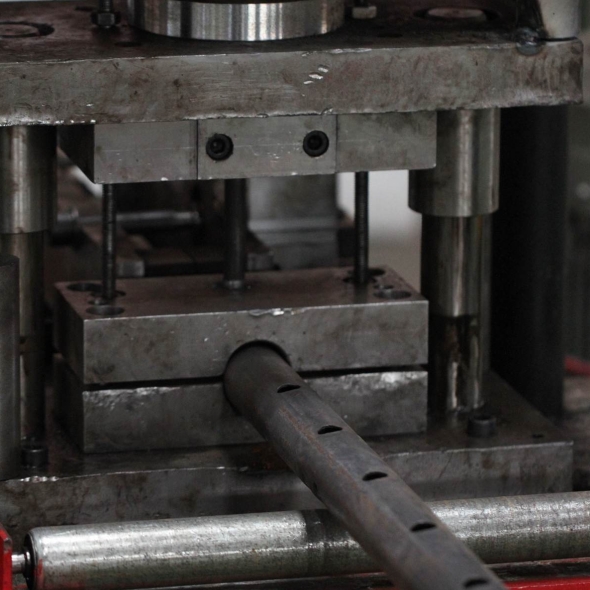
RupaČelične cijevije metoda obrade koja koristi mehaničku opremu za bušenje rupe određene veličine u sredini čelične cijevi kako bi se zadovoljile različite industrijske potrebe.
Klasifikacija i proces perforacije čeličnih cijevi
Klasifikacija: Prema različitim faktorima kao što su prečnik rupe, broj rupa, lokacija rupa itd., obrada perforacije čeličnih cijevi može se podijeliti na perforaciju s jednom rupom, perforaciju s više rupa, perforaciju s okruglim rupama, perforaciju s kvadratnim rupama, perforaciju s dijagonalnim rupama i tako dalje, postoji mnogo različitih vrsta.
Tok procesa: Glavni tok procesa bušenja čeličnih cijevi uključuje puštanje opreme u rad, odabir odgovarajuće bušilice ili kalupa, postavljanje parametara obrade, fiksiranje čelične cijevi i izvođenje operacije bušenja.
Pogodnost materijala i područje primjene perforacije čeličnih cijevi
Primjenjivost materijala: obrada perforacije čeličnih cijevi primjenjiva je na čelične cijevi od različitih materijala, kao što su ugljični čelik, nehrđajući čelik, bakrene cijevi, aluminijske cijevi itd.
Područja primjene: obrada perforacije čeličnih cijevi ima širok spektar primjene u građevinarstvu, avijaciji, automobilskoj industriji, proizvodnji mašina i drugim oblastima, kao što su spajanje komponenti, ventilacija i ispuh, prodiranje uljnih vodova i tako dalje.

Tehnologija obrade perforacije čeličnih cijevi
(1) Perforacija lista pile: pogodna za probijanje malih rupa, čija je prednost velika brzina i niska cijena, a nedostatak je što preciznost rupe nije visoka.
(2) Hladno štancanje: primjenjivo za različite veličine rupa, prednosti su visoka preciznost rupa, glatki rubovi rupa, nedostatak je visoka cijena opreme i dugotrajna zamjena kalupa.
(3) Lasersko probijanje: pogodno za visokoprecizne i visokokvalitetne rupe, prednost je visoka preciznost rupa, glatki rubovi rupa, nedostatak je skupa oprema i visoki troškovi održavanja.
Oprema za obradu probijanja čeličnih cijevi
(1) Mašina za probijanje: Mašina za probijanje je vrsta profesionalne opreme za obradu perforacije čeličnih cijevi, koja je pogodna za obradu perforacije čeličnih cijevi velike zapremine, visoke efikasnosti i visoke preciznosti.
(2) Bušilica: Bušilica je vrsta uobičajene opreme za obradu perforacije čeličnih cijevi, pogodna za obradu perforacije čeličnih cijevi u malim serijama i niskom preciznošću.
(3) Laserska bušilica: laserska bušilica je vrsta visokoprecizne, visokokvalitetne opreme za obradu bušenja čeličnih cijevi, pogodna za područje obrade bušenja vrhunskih čeličnih cijevi.

Sva gore navedena oprema dostupna je u automatskom i ručnom režimu, a u skladu s različitim potrebama obrade i troškovima opreme, možete odabrati pravu opremu za dovršetak zadataka obrade probijanja čeličnih cijevi.
(1) Kontrola dimenzijske tačnosti: Dimenzijska tačnost probijanja čeličnih cijevi direktno utiče na njen kasniji efekat primjene. U procesu obrade, prečnik, debljina zida, prečnik otvora i ostale dimenzije čelične cijevi moraju se precizno kontrolisati kako bi se osiguralo da ispunjava standarde dimenzijske tačnosti koje zahtijevaju kupci.
(2) Kontrola kvaliteta površine: kvalitet površine perforacije čeličnih cijevi ima važan utjecaj na primjenu čeličnih cijevi i estetiku. U procesu obrade potrebno je kontrolirati kvalitet površine čelične cijevi u smislu glatkoće, bez neravnina, bez pukotina itd.
(3) Kontrola tačnosti položaja rupe: tačnost položaja rupe kod bušenja čeličnih cijevi direktno utiče na njen kasniji efekat. U procesu obrade potrebno je kontrolisati preciznost udaljenosti rupe, prečnik rupe, položaj rupe i druge aspekte bušenja čeličnih cijevi.
(4) Kontrola efikasnosti obrade: obrada perforacije čeličnih cijevi mora uzeti u obzir problem efikasnosti obrade. Pod pretpostavkom kontrole kvalitete, potrebno je optimizirati parametre obrade i poboljšati efikasnost obrade kako bi se zadovoljili zahtjevi kupaca.
(5) Detekcija i ispitivanje: Dimenzionalna tačnost, kvalitet površine, tačnost rupa itd. čelične cijevi moraju se detektovati i testirati tokom obrade kako bi se osiguralo da ispunjava zahtjeve i standarde kupca. Uobičajeno korištena sredstva detekcije uključuju trokoordinatno mjerenje, optičko mjerenje, ultrazvučnu detekciju defekata, detekciju defekata magnetnim česticama i tako dalje.
Vrijeme objave: 30. januar 2024.




