

Polad boruların istehsalına döymə, sorunsuz emal və qaynaq kimi proseslər daxildir. Boru istehsalı üçün çuqundan tutmuş super istiliyədavamlı ərintili poladlara qədər demək olar ki, bütün növ metal materiallardan istifadə etmək olar. Çoxmərhələli istehsal prosesi səbəbindən hazır borular etibarlılığı yoxlamaq üçün müxtəlif mexaniki xüsusiyyətlər sınaqlarından keçməlidir. Yastılaşdırma sınağı, polad boruların statik yük altında sıxılma performansını qiymətləndirmək və onların möhkəmliyini və təzyiq müqavimətini müəyyən etmək üçün istifadə olunur.
Yastılaşdırma sınağı, polad borunu müəyyən bir ölçüyə qədər sıxmaq və qüsurları effektiv şəkildə aşkar etmək üçün avadanlıqdan istifadə edən bir sınaq metodudur. Testdə nümunə iki paralel lövhə arasına yerləşdirilir və təzyiq tətbiq etmək üçün pres və ya digər uyğun avadanlıqdan istifadə olunur. Daha sonra nümunə əyilmə, deformasiya, çatlar və ya qaynaq çatlaması üçün yoxlanılır. Bu qüsurlardan heç biri aşkar edilmədikdə, nümunə uyğun hesab olunur.
1. İstinad Standartı
GB/T 246—2017 / ISO 8492:2013
2. Testin prinsipi
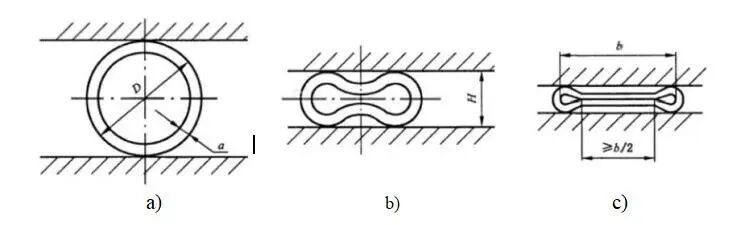
Metal borudan uzununa oxuna perpendikulyar olaraq kəsilmiş müəyyən uzunluqlu sınaq nümunəsi və ya borunun ucundakı nümunə, iki paralel lövhə arasındakı məsafə müvafiq məhsul standartında göstərilən dəyərə çatana qədər yastılaşdırma qüvvəsinə məruz qalır (Şəkil 1a və 1b-yə baxın).
Qapalı yastılaşdırma zamanı, normal yastılaşdırmadan sonra nümunənin daxili səthindəki təmas sahəsinin eni nümunənin daxili eninin b-nin ən azı yarısı olmalıdır.
Test haqqında qeydlər
Təcrübədə müxtəlif sınaq metodları mövcuddur. Qaynaqlanmış borular üçün qaynaq zonasının xüsusiyyətləri də araşdırılmalıdır. Bunlar sınaq zamanı qeyd edilməli vacib məqamlardır və düzgün sınaq metodu müvafiq olaraq seçilməlidir.
Yazı vaxtı: 21 Fevral 2026




